Штангенциркуль шц-i. паспорт
Содержание:
Уход и хранение
Штангенциркуль относится к разряду высокоточных приборов. Поэтому он требует тщательного ухода. Недопустимо наличие грязи или краски на нем, так как это критично испортит показания замера.
Инструмент рекомендуется протирать мягкой тканью, смоченной водно-щелочным раствором, после обработки вытереть насухо. Абразивы для очищения применять нельзя. Хранить штангенциркуль нужно в защитном чехле иди коробочке.

Перед каждым применением рекомендуется визуально проверять прибор, измерительные губки при сжатии не должны оставлять просвета, а деление нониуса должно быть на отметке “нуль”.

Качественный штангенциркуль – залог хорошего результата производства.
Разновидности конструкции штангенциркулей и их маркировка
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ – 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ – 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ – 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.
https://youtube.com/watch?v=Gn7y7uxfOJ4
Штангенциркуль ШЦ – 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Устройство
Как упоминалось выше, у штангенглубиномера есть измерительная штанга, на которую нанесены деления основной шкалы. Её торец упирается во внутреннюю поверхность измеряемого углубления. У моделей ШГ есть рамка, в прорези которой находится нониус – принципиально важный узел, имеющийся также в конструкции штангенциркулей, микрометров и других точных измерительных приборов. Рассмотрим более детально описание этого узла.
Нониус является ещё одной шкалой, вспомогательной – она наносится на край прорези рамки, которую можно перемещать вдоль штанги, совмещая риски на ней с рисками на нониусе. Идея совмещать эти риски основана на понимании того факта, что человек может легко заметить совпадение двух делений, но ему достаточно сложно определить визуально доли расстояния между двумя соседними делениями. Измеряя что-либо обычной линейкой с ценой деления 1 мм, он не может определить длину, лишь округлённую до целого (в миллиметрах).
В случае с нониусом целая часть искомого значения определяется нулевым делением нониуса. Если это нулевое деление показывает какое-то значение между 10 и 11 мм, целой частью считается 10. Дробная часть высчитывается путём умножения цены деления нониуса на номер той его метки, которая соответствует одному из делений на штанге.
История изобретения нониуса уходит корнями в древность. Впервые эта идея была сформулирована в XI веке. Прибор современного вида был создан в 1631 году. Позднее появился круговой нониус, который устроен так же, как и линейный – его вспомогательная шкала имеет форму дуги, а основная – форму круга. Стрелочное отсчётное устройство в сочетании с этим механизмом позволяет определять показания проще и удобнее, что является причиной использования штангенглубиномеров с круговой шкалой (ШГК).
Так устроен механический вариант штангенглубиномера. В последнее время распространены цифровые приборы ШГЦ, отличительной чертой которых является электронное отсчётное устройство с датчиком и экран для вывода показаний. Питание осуществляется за счёт аккумулятора.
Измерение размеров деталей с помощью штангенциркуля
18. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки вы пользовались простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рис. 62 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью-0,1 мм. Он состоит из штанги 1 с неподвижными губками — верхней 2 и нижней 9. На штанге имеется шкала с миллиметровыми делениями. По штанге перемещается подвижная рамка 4 с верхней 3 и нижней 8 губками, которая может быть закреплена в нужном положении зажимным винтом 5. К подвижной рамке прикреплен глубиномер 6.
Верхние губки служат для измерения внутренних размеров (например, диаметров отверстий), нижние — для измерения наружных размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удается измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7 (рис. 62). Длина нониуса 19 мм, поделен он на 10 равных частей, следовательно, цена каждого деления 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 63), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размеров: а — 0,4 мм; б — 6,9 мм; в — 34,3 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса, а десятые доли миллиметра, по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 64).
Помните, что штангенциркуль — это точный и дорогостоящий инструмент, требующий бережного обращения.
На предприятиях штангенциркуль является одним из основных инструментов у рабочих различных специальностей и у контролеров станочных и слесарных работ. Контролеры должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приемки деталей и т. д.
Правила обращения со штангенциркулем
1. Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль. Нельзя очищать инструмент шлифовальной шкуркой или ножом.
2. Нельзя класть инструмент на нагревательные приборы.
3. Измерять можно только чистые детали без задиров, заусенцев, царапин. Руки также должны быть чистыми и сухими.
4. Губки штангенциркуля имеют острые концы, поэтому при измерении соблюдайте осторожность. 5. Не допускайте перекоса губок штангенциркуля
Фиксируйте их положение зажимным винтом
5. Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
6. При чтении показаний на измерительных шкалах держите штангенциркуль прямо перед глазами.
Практическая работа
Измерение размеров деталей штангенциркулем
1. Выполните в рабочей тетради эскиз ступенчатого валика, изображенного на рис. 65.
2. Измерьте каждый размер три раза и запишите результаты в таблицу:
| Название изделия | Количество деталей | Название деталей | Форма деталей | Габаритные размеры деталей | Материал |
Найдите среднее арифметическое трех замеров.
3. Проставьте найденные размеры на эскизе.
Новые понятие: Штангенциркуль, штанга, подвижная рамка, глубиномер, нониус, контролер станочных и слесарных работ.
Вопросы и задания.
1. Из каких основных частей состоит штангенциркуль?
2. Сколько измерительных шкал имеет штангенциркуль?
3. Какие измерения можно выполнять с помощью штангенциркуля?
4. Во сколько раз точность измерения штангенциркулем выше точности измерения линейкой?
5. Перечислите правила обращения со штангенциркулем.
6. Как по штангенциркулю производят отсчет целых и десятых долей миллиметра?
7. Какая особенность нониуса позволяет проводить измерения с точностью до 0,1 мм?
Что это такое?
Этот прибор конструктивно похож на более известный инструмент – штангенциркуль. Он имеет более узкую специализацию, чем последний, и предназначен только для линейных замеров пазов, канавок и уступов в одном направлении – в глубину. По этой причине у штангенглубиномера отсутствуют губки.
Замер осуществляется путём ввода торца измерительной штанги в паз, глубину которого требуется определить. После этого следует передвинуть рамку вдоль основной шкалы на штанге. Затем, когда рамка установлена в правильное положение, нужно определить показания одним из трёх возможных способов (см. ниже).
Существует 3 типа снятия показаний с прибора, по трём соответствующим его модификациям:
- по нониусу (штангенглубиномеры типа ШГ);
- по круговой шкале (ШГК);
- по цифровому дисплею (ШГЦ).
Как утверждает ГОСТ 162-90, приборы трёх перечисленных типов могут иметь диапазон измерения до 1000 мм. При этом распространёнными диапазонами являются 0-160 мм, 0-200 мм, 0-250 мм, 0-300 мм, 0-400 мм и 0-630 мм. При покупке или заказе штангенглубиномера вы можете узнать его диапазон по соответствующей условной маркировке. Например, модель, измеряющая глубину от 0 до 160 мм с отсчётом по круговой шкале, будет иметь обозначение ШГК-160.
В зависимости от устройства прибора важными параметрами, также регламентированными ГОСТом, являются следующие.
- Значения отсчёта по нониусу (для модификаций типа ШГ). Могут быть равными 0.05 или 0.10 мм.
- Цена деления круговой шкалы (для ШГК). Установленные значения – 0.02 и 0.05 мм.
- Шаг дискретности цифрового отсчётного устройства (для ШГЦ). Общепринятый стандарт – 0.01 мм.
- Длина измерительной рамки. Не менее 120 мм. Для моделей с диапазоном измерения до 630 мм и более необходимый минимум составляет 175 мм.
В установленных ГОСТом технических условиях определены стандарты точности данного прибора. Для устройств с нониусом предел допустимой погрешности составляет от 0.05 мм до 0.15 мм в зависимости от диапазона измерения. Приборы с круговой шкалой имеют допустимую погрешность 0.02 – 0.05 мм, а цифровые – не более 0.04 мм.
История создания
История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
Первые настоящие устройства с нониусом (вспомогательной шкалой, которая нужна для более точного определения числа долей делений на основной шкале) появилась в Лондоне лишь в конце 18 века. Примерно с середины 19 века стали выпускать штангенциркули в промышленных объемах и устанавливать на них дополнительную шкалу, чтобы повышать точность измерений. Штангенциркули почти не изменились, а вот отличаются они друг от друга методом и временем изготовления.
Такой древний измерительный прибор, в котором конструкция за все время не потерпела практически никаких измерений за все это время, стала эталоном технического совершенства и заслуживает максимального почтения перед тем, кто его придумал. Вряд ли вы сможете даже примерно подсчитать, какое количество таких инструментов сейчас кем-то используется.
Разновидность устройства, которая оснащена дополнительно глубиномером называется на профессиональном сленге «колумбус», или ласково «колумбик». Название произошло от производителя измерительного инструмента, который поставлялся массово под этой маркой в бывший СССР.
Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР фирма «Маузер». Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Интересно, что нониус изобрел португальский математик Педро Нуниш.
В тот момент математик работал над тем, чтобы создать навигационный прибор, но принцип, который был при этом выбран, был основан на то, что глаз человека куда более точно способен определить совпадение делений на шкалах, чем относительное положение одного деления на два других. Это и легло в основу нониуса, который был назван в его честь.
Процесс измерений
Как пользоваться штангенциркулем? При всей своей кажущейся простоте он является высокоточным прибором. Его следует хранить и использовать в определённых условиях температуры и относительной влажности. Заявляемая точность гарантируется, если температура при которой производятся измерения, находится в пределах 20±10 °С, при относительной влажности 65±5%. Рабочие кромки не должны иметь следов загрязнения, деформации, и прочих дефектов. То же касается и рук, работающих со штангенциркулем.
Пример: перед началом измерения губки сводят до полного соприкосновения, и устанавливают степень их прилегания друг к другу: основная и нониусная отсчётные шкалы должны совпадать. При вводе изделия в зазор между губками до плотного контакта, микрометрическим винтом фиксируют рамку и считывают результат. Сначала по верхней рамке определяют основное число, а затем, по нониусу – его мантиссу.
Как пользоваться шкалой штангенциркуля? Характерная особенность нониуса – то, что количество делений на нём всегда на единицу меньше. Недостающее деление и определяет точность инструмента.
После окончания всех измерений кромки следует тщательно очистить, протереть мягкой фланелью, а, при хранении – смазать маслом малой вязкости.
Как пользоваться штангенциркулем с циферблатной отсчётной головкой? Здесь результат мантиссы считывается по показаниям стрелки, а основной – как и в предыдущем случае – по основной шкале штанги.
Как использовать измерительный инструмент электронного типа? На корпусе измерительной головки имеются две кнопки: для сброса нуля предыдущих показаний, и для начала/окончания проведения замера. Поочерёдно оперируя этими кнопками, выполняют требуемые измерения. Перед началом использования следует проверить уровень напряжения, т.к. при разряженной батарее прибор либо ничего не будет показывать, либо давать недостоверный результат.
Процедура измерения не зависит от точности нониуса: как пользоваться штангенциркулем 0,1 мм, так и применять шкалу 0,05 мм – приёмы однотипны. То же касается вопросов: как пользоваться штангенциркулем 0,05 мм, и как пользоваться штангенциркулем 0,02 мм. Главное здесь – своевременно выполнять поверки, и хранить инструмент в требуемых условиях.
Недостатки оборудования
Работоспособность этой техники находится в зависимости от источника электропитания, что мешает в самое неподходящее время. Также цена приспособления гораздо больше, нежели у механического инструмента, что обуславливает преимущественно профессиональную сферу его применения. Устройство характеризуется высокой чувствительностью к падениям, вибрациям и механическим воздействиям, потому что эти факторы оказывают влияние на состояние электронного прибора для считывания данных. Сбои, связанные с программной средой, тоже могут привести к потере работоспособности.
Недостатки оборудования, как правило, относятся лишь к дешевым моделям китайского производства. Специалисты отмечают малую износостойкость, плохое качество и хрупкость материала. В некоторых ситуациях на дисплее могут случаться скачки показателей, а также неразбериха в сотых долях значений, потому для работы с таким прибором нужно иметь некоторую сноровку. Однако дорогостоящие и качественные штангенциркули лишены этих недостатков.
Как выбрать электронный штангенциркуль
Чтобы подобрать лучший инструмент, не стоит полагаться только на рейтинги и рекомендации консультантов. Нужно самостоятельно владеть базовыми знаниями, которые помогут разобраться с основными параметрами цифровых штангенциркулей.
Результат замера у цифрового штангенциркуля выводится на электронное табло
Основные разновидности
Электронный измерительный инструмент считается лучшим по сравнению с механическими штангенциркулями из-за скорости работы и простоты пользования. Человеку не приходится присматриваться к разметке, что особо проблематично людям с плохим зрением. Данные выводятся в виде цифр на электронный дисплей.
Важно! Электронный измерительный инструмент можно подключать к компьютеру для переноса данных или распечатки их через принтер.
Электронные штангенциркули разделяются на несколько видов, каждый из которых отличается исполнением и областью применения:
- ТИП 1 и 2. Цифровой инструмент этой группы предназначен для выполнения наружных и внутренних замеров. По конструкции штангенциркули бывают одно- и двухсторонние. У них может присутствовать или отсутствовать глубиномер.
- ТИП 3. Электронные модели этой группы способны делать замеры большого диапазона.
- Разметочные. Простейший вид штангенциркулей, которые используют для разметки заготовок.
- Специальные. Электронными штангенциркулями этой группы замеряют наружные и внутренние канавки, уступы и другие сложные элементы.
Осуществляя выбор лучшего цифрового устройства, в первую очередь задумываются о задачах, которые собираются решать с помощью инструмента. Отсюда определяются, какими характеристиками должен обладать цифровой инструмент. Основными из них являются:
- диапазон замера;
- размер погрешности;
- цена деления;
- в каких условиях способен работать цифровой прибор: влажность, диапазон температур.
Если осуществлять выбор электронного устройства для пользования в быту, то диапазона измерений хватит от 0-125 до 0-150 мм. При этом цены деления хватит 0,01 мм. Для профессионального пользования требования будут выше. Диапазон измерений от 300 мм. Цена деления – 0,01, 0,02, 0,05 и 0,1 мм.
Качество исполнения
Штангенциркуль является измерительным высокоточным инструментом. Для него важна точность замера, которая часто зависит от качества исполнения электронного устройства. При покупке нужно тщательно провести осмотр
Внимание обращают на следующие нюансы:
- Внешний вид. Цифровая модель должна соответствовать фотографии на упаковке, а также изображению, которое производитель размещает на официальном сайте. Номер на корпусе должен означать страну-изготовителя.
- Исполнение подвижной рамки. Элемент должен свободно и плавно перемещаться по линейке. Лучшей считается рамка из нержавейки или сплавов цветных металлов.
- Губки. Именно этот элемент во многом отвечает за точность замера. На губках должна быть идеальная шлифовка поверхности, отсутствие зазубрин, люфта и других дефектов. В сомкнутом состоянии между губками не должен оставаться зазор, а на электронном дисплее высвечиваться значение 0.
- Точность. Параметр должен соответствовать указанным производителем характеристикам. Для этого проводят контрольный замер детали с известными точными размерами.
- Комплектность. С цифровым штангенциркулем должен идти технический паспорт, в котором стоит отметка о гарантии, поверке, инструкция. Плюсом будет, если производитель предусмотрел чехол, батарейки.
Кейс обеспечивает хорошую сохранность электронного устройства
Если, осуществляя выбор штангенциркуля, при осмотре обнаружили большие несоответствия, от такой цифровой модели лучше отказаться.
Дополнительные функции
Производитель наделяет свои электронные устройства дополнительными функциями. Они направлены на упрощение работы, делают цифровой инструмент лучшим среди конкурентов.
К дополнительным функциям относятся:
- Автоматическое включение цифрового прибора при перемещении губок и самостоятельное отключение в случае его неиспользования. Функция ускоряет рабочий процесс за счет отсутствия необходимости выполнять лишние действия. Автоматическое отключение экономит заряд батареек.
- Функция переключения единиц измерения позволяет выводить на электронный экран результат в дюймах и миллиметрах.
- Функция переключения относительный/абсолютный режим позволяет выставить в требуемой точке 0 и отсюда продолжать делать замер.
- Функция MODE. При запуске цифровой инструмент переходит в режим быстрой работы, предоставляется возможность выполнять замеры минимального или максимального значения.
Дополнительной функцией считается вывод данных на компьютер. Некоторые дешевые цифровые модели лишены этого приоритета.
Лучшие штангенциркули
Мы уже объяснили моменты, которые необходимо учитывать при выборе штангенциркулей. Далее посмотрите на одни из лучших моделей штангенциркулей и выберите тот что больше подходит для вашего использования и бюджета.
Высокая скорость измерения и привлекательный дизайн
Если вам нужны штангенциркули с высокой точностью для профессионального использования, этот продукт для вас. Этот цифровой тип имеет скорость отклика 1,5 секунды. Это означает, что вы можете сразу же узнать результаты измерений за короткое время! Этот инструмент значительно повысит эффективность вашего времени, если используется правильно.
В дополнение к скорости измерения, этот продукт также имеет привлекательный цветовой дизайн. Неоновый желтый и черный цвета создают профессиональное и классное впечатление . Если вам надоел обычный дизайн суппортов, этот инструмент может быть для вас.
Что это такое?
В первую очередь стоит привести общие сведения об этом слесарном инструменте.
- Имеет и другое название — штангенрейсмус.
- С виду похож на штангенциркуль, но устанавливается для определения размеров на горизонтальной плоскости в вертикальном положении.
- Принцип действия штангенрейсмаса ничем не отличается от принципа работы штангенциркуля.
- Его назначение — измерять высоту деталей, глубину отверстий и взаимное расположение поверхностей различных корпусных деталей. Кроме того, он применяется для разметочных операций.
- Так как инструмент является, по сути, измерительным прибором, то имеет определённую методику поверки и измерения.
- Регулирует технические условия данного инструмента ГОСТ 164-90, являющийся его основным стандартом.
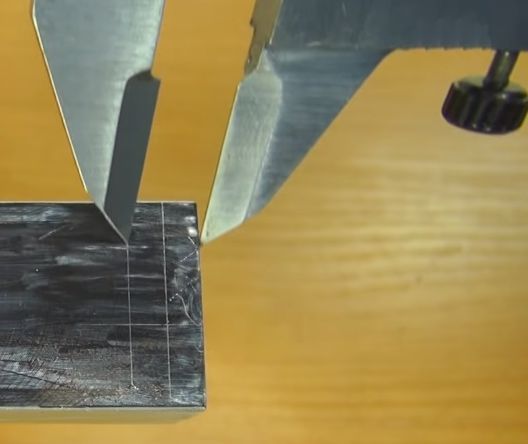
Схема измерения
Давайте детально рассмотрим, как пользоваться штангенциркулем. Для начала нужно определиться с характером измерений, и в зависимости от того будет ли измеряться внутренняя, внешняя часть или же глубина изделия, используется нужный элемент прибора, принцип измерения во всех случаях один, поэтому рассмотрим на примере замера внешней части детали:
Губки разводятся в стороны, предмет помещается между ними и губки соединяются (если предмет твердый, то можно хорошо сжать губки, если же измеряется мягкий предмет, то ту главное не смять деталь, иначе результат измерения будет неверным). Чтобы удобно было снять замер, результат можно зафиксировать крепежным винтиком.
На линейке проверяются полученные значения.
Так как число может быть не целым, то для определения долей необходимо обратить внимание на нониус. Первым делом нужно найти деление, которое совпадает с делением основной линейки (например, основная линейка выдала результат 2 см и 4 миллиметра “с копейками”, для вычисления “копеек” видим, что совпала риска 7 на нониусе с риской на основной линейке, значит получается результат 2,47 см).
Основные виды
Существует 3 вида этих инструментов, а также 8 типоразмеров. Но это только согласно отечественным ГОСТам и нормативным документам. Мерительный инструмент делится по типу индикатора, с которого снимаются цифры размеров. Существуют нониусные модели, циферблатный штангенциркуль, а также цифровые решения.
Каждый вид также разделяется на подвиды в зависимости от того, какова конструкция основной линейки, а также ее длина. Кроме этого, можно классифицировать инструмент и по материалам, из которых изготавливается та или иная модель. Так, из твердых сплавов изготавливают ШЦТ-1. Виды штангенциркулей различают и по типу губок и наличию дополнительных приспособлений. Например, ШЦ-1 и ШЦ-3 различают по расположению измерительных губок. В первом случае они расположены с двух сторон, а во втором – только с одной. Устройство штангенциркуля ШЦ-2 немного отличается от предыдущего элемента. В инструменте имеется особая рамка с микрометрической подачей. Она делает проще работы по разметке в том случае, если замеры будут переноситься на другие плоскости.
Типы штангенциркулей и технические характеристики
Классификация подобных измерительных инструментов проводится по нескольким параметрам – методу снятия показаний, типу шкалы, расположению губок. Все эти различия отражаются в маркировке прибора.
У разных типов штангенциркулей для снятия показаний измерений могут применяться следующие виды шкал:
| Читая мой блог, Вы наверняка делаете ремонт. Добавьте к себе в закладки вот эту страницу . Здесь находятся все полезные магазины по благоустройству дома. |
- шкала «нониус»;
- шкала, расположенная на циферблате;
- при помощи табло с цифровым индикатором.
По своей конструкции штангенциркули подразделяются на следующие виды:
- Односторонние инструменты, изготовленные из твердосплавной стали и маркируемые ШЦТ.
- Механические модели с одно- или двухсторонним расположением губок, маркируемые как ШЦ-I,ШЦ-II, ШЦ-III, отсчет измерений на которых можно производить при помощи нониусной шкалы.
- Прибор, оснащенный круговой шкалой, маркируется ШИК или ШЦК и позволяет производить более точные измерения, нежели устройства с нониусной шкалой. На круговой шкале показываются дробные показания, на самой штанге целые числа.
- Электронный штангенциркуль последнего поколения с цифровым табло, показывающим расстояние между внутренними поверхностями губок, маркируется ШЦЦ и может работать в симбиозе с ПК. Это лучший прибор, позволяющий быстро, без лишних вычислений, увидеть данные измерений, которые проводятся с высокой точностью до 0,01 мм.
Инструмент ШЦ-II отличается от модели ШЦ-I тем, что имеет дополнительную рамку, оснащенную стопорным винтом и соединенную с главной рамкой. Зафиксированная дополнительная рамка позволяет подвести концы губок для более точного измерения внутренних размеров отверстий.
Прибор ШЦ-III отличается от модели ШЦ-II тем, что не имеет одной пары верхних разметочных губок. Используется для измерений крупных деталей.