Штангенциркуль шц-ii цена деления 0,1. паспорт
Содержание:
Нониусная шкала
|
Устройство для точного отсчета величин вертикальных перемещений предметного столика.| Закрепление на ходовом винте шкалы барабанного типа с возможностью регулирования начального положения нулевого штриха. |
Нониусная шкала на барабане имеет 50 делений, что при шаге винта Р 0 5 мм обеспечивает отсчет перемещения винта и конусной скалки А / 0 01 мм.
Нониусные шкалы могут быть продольные, поперечные, координатные, спиральные и круговые.
Нониусная шкала построена так же, как и нониус штангенинструментов. Узе л микрометрической подачи 9 повышает точность измерения угломера.
Поперечную нониусную шкалу ( рис. 21.9, а) строят в виде сетки, образуемой пересечением штрихов основной шкалы / рядом равноудаленных одна от другой продольных линий 2 и наклонных линий 3 между двумя соседними штрихами основной шкалы. Точки пересечения продольных и наклонных линий являются отметками нониусной шкалы.
Длина нониусной шкалы 2 устанавливается равной целому числу делений основной шкалы 1, а количество делений на шкале нониуса берется на одно больше.
|
Принципиальная схема прибора типа ЭЛМА. |
Благодаря нониусной шкале достигается точный отсчет десятых долей деления не на глаз, а по точкам пересечения нониус-ных линий с пятью параллельными дугами шкалы.
Ширина линий нониусной шкалы должна быть не менее 0 1 мм и не более ширины отметки основной шкалы. При малых интервалах делений этой шкалы отсчет по нониусной шкале затрудняется вследствие незначительных промежутков между пересекающимися линиями, загромождающими шкалу. Для облегчения отсчета в этих случаях следует наносить отметки шкалы в виде коротких штрихов, располагаемых в местах пересечения линий сетки ( фиг. Координатные штриховые нониусы строят с механическими и проекционными шкалами. Схема построения нониуса с механическими шкалами для отсчета 0 01; 0 005 и 0 001 долей интервала основной шкалы приведена на фиг. Угловые перемещения барабана преобразовываются в линейные винтовой парой, с осевым перемещением гайки ( фиг.
Насос имеет нониусную шкалу подачи с ценой деления 0 1 % от максимальной подачи.
Отсчет по нониусной шкале ( верньеру), Нониусной называется шкала, имеющая деления несколько меньшие ( или большие), чем деления основной шкалы, что дает возможность отсчитывать доли делений основной шкалы по номеру совмещенного штриха шкалы нониуса.
ОУ с круговыми нониусными шкалами следует строить так, чтобы при полном обороте нониусной шкалы основная шкала поворачивалась на одно деление. Число делений пн нониусной шкалы обычно больше числа делений л0 основной шкалы.
Различают следующие виды нониусных шкал: продольные, поперечные, координатные, спиральные и круговые.
Электронасосный агрегат имеет нониусную шкалу подачи с ценой деления 0 1 % от наибольшей подачи.
|
Оптическое отсчетное устройство со спиральной нониус-ной шкалой. |
Как пользоваться?
Согласно инструкции по эксплуатации, перед началом работ почистите губки инструмента от посторонних частиц. Случайно попавший между ними волос, ворсинка из мягкой мебели и прочее могут привести к превышению показаний больше, чем на значение, которому равна заявленная погрешность прибора.
Использование цифровых штангенциркулей отличается от применения аналоговых некоторыми дополнительными функциями.
- С помощью кнопки «дюймы и миллиметры» выберите измеряемую единицу.
- Если показания в начале работы не нулевые – нажмите кнопку «Сбросить на ноль». Ослабьте запорный винт, удерживающий подвижную часть инструмента.
- Раздвиньте губки, заострённые грани которых направлены внутрь.
- Поместите замеряемую деталь или трубу между губками.
- Сведите их так, чтобы они вплотную прилегали к детали, слегка затяните удерживающий винт.
- Проверьте, напротив какого деления располагается указатель (линия). Прибор сразу же покажет искомое значение на дисплее.
- Если нужно вычислить разницу между двумя деталями в одной и той же проекции, нажмите кнопку «Сброс на ноль», ослабьте запорный винт и измерьте этот же участок на другой похожей детали. Штангенциркуль покажет отличие от ранее полученного значения.
Полученное значение и будет размером детали. Если требуется измерить внутренние размеры, вставьте другую пару губок, грани которых разводятся наружу, в отверстие или паз, и разведите их, затем зафиксируйте винт. Они располагаются так, чтобы замеряемые снаружи и изнутри величины были равны.
В следующем видео вы узнаете основные отличия дешевого и дорогого электронных штангенциркулей.
Matrix 316345
Классическая модель с максимальной длиной измерения 300 мм. Цена деления прибора равна 0,02 мм. Устройство дополнено функцией глубиномера. Такой измеритель незаменим при проведении слесарных работ. По отзывам реальных пользователей, штангенциркуль Matrix 316345 полностью их устраивает в работе. Измерительный бегунок передвигается плавно. Вес для использования комфортный — чуть больше 700 граммов.
Достоинства:
- Высокая точность устройства;
- Изготовлен из углеродистой стали;
- Шкала хорошо читается;
- Низкая цена.
Недостатки:
Не самый надёжный чехол.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
С чего начинать эксплуатацию прибора
Чтобы получить точные данные о проводимых измерениях, потребуется сначала проверить инструмент на точность и исправность. Для проверки точности используются специальные эталонные образцы, но, чтобы узнать точность прибора с их помощью, надо уметь считать по шкале штангенциркуля
Перед использованием измерителя немаловажно убедиться в его исправности, что позволит снять результаты с низкой погрешностью. Для этого надо произвести визуальный осмотр губок и шкал инструмента
Наличие дефектов на губках недопустимо, так как это приведет к тому, что инструмент будет показывать неточные результаты.
Чтобы произвести применение инструмента правильно, необходимо соблюдать такую последовательность действий:
- Достать инструмент из специальной шкатулки, в которой следует хранить его. Такими кейсами комплектуется большинство штангенциркулей
- Свести губки инструмента, а затем посмотреть на наличие просвета между ними. Этот просвет должен быть минимальным, что говорит об исправности устройства
- При сведенных губках надо посмотреть на шкалу. Первая риска на подвижной рамке должна точно совпасть с нулевой отметкой на неподвижной рамке
- При несовпадении этих отметок, говорить о точности конечных данных не приходится. При этом можно считать, что прибор неисправен, и требует замены или ремонта
- Обычно если риски на шкалах не совпадают, то причиной того является заклинивание зажима или налипание загрязнений на губках. Проверяется и очищается поверхность губок, а также ослабляется крепление зажима
- Удалить загрязнения со шкалы прибора, так как они будут помехой при считывании результатов
Как только выяснилось, что прибор готов к применению, можно приступать к его эксплуатации. В зависимости от того, что необходимо измерить, используются соответствующие элементы инструмента:
- Наружные губки для замеров внутреннего диаметра детали
- Внутренние — для измерения внешнего размера детали
- Щуп глубиномер — для определения глубины паза или канавки
Это интересно! Работать прибором следует исключительно удерживая его чистыми руками. Если руки в масле и прочих загрязнениях, то их надо вымыть, и только после этого приступать к проведению измерительных манипуляций.
Когда все готово к работе, то можно приступать к измерениям. Далее рассмотрим пошагово, как надо правильно пользоваться штангенциркулем нониусного типа.
Технология
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
-
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
-
Из каких основных частей состоит штангенциркуль?
-
Сколько измерительных шкал имеет штангенциркуль?
-
Какие измерения можно выполнять с помощью штангенциркуля?
-
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Принцип работы и эксплуатации
Устройство обладает принципом работы, который основывается на применении цифрового нониуса. Для этого используется кодер и емкостная матрица. Если говорить простыми словами, то в приборе установлена пара обычных конденсаторов, которые активизируются поочередно. Верхняя пластинка при этом выполняет функции общего электрода. Для формирования емкостного массива в штангенциркуле электронном применяется несколько пластинок, что позволяет точно определять все движения встроенного датчика. Ползунок применяется как роток. Статор находится в линейке из металла.
Отрезок, который отделяет положение на упоре в плоскость измеряющейся детали, считается ее размером.
Принцип эксплуатации этого прибора аналогичен схеме применения механического прибора. Если нужно узнать внутренние размеры, то губки штангенциркуля нужно вставить в отверстие детали, а затем их максимально развести, пока они не упрутся в стенки. Результаты измерения мгновенно отобразятся на дисплее.
Если требуется измерить глубину, то торец нужно упереть в одном конце элемента, служащем началом отсчета, а глубинный стержень, выходящий из торца, нужно до упора погрузить на дно.
При измерении внешних габаритов, соответствующие губки нужно сначала развести на определенную длину, после чего расположить заготовку между ними и свести. Значение, полученное при этом, будет соответствовать размеру.
При себе рекомендуется постоянно иметь запасные источники питания, чтобы не возникло неприятных ситуаций. Цифровой прибор желательно хранить в специальной упаковке, которая также применяется и для транспортировки инструмента. Старайтесь избегать мест с повышенным уровнем влажности, а при работе в таких помещениях устройство следует периодически протирать мягкой тканью. Чтобы продлить срок службы батарейки, подсветку лучше отключать в тех ситуациях, когда в ней нет никакой необходимости.
Что касается производителей, то среди них следует выделить следующих:
- Микротех (Украина);
- Interpool (КНР);
- UKC (Китай);
- Miol (Китай);
- Came To (Корея);
- Digital (Корея).
В заключение стоит отметить, что в любом случае цифровой штангенциркуль способен составить очень достойную конкуренцию своему механическому аналогу. У него есть абсолютно все шансы, чтобы стать очень полезным инструментом в арсенале не только домашнего мастера, но и опытного профессионала.
Штангенциркуль — Википедия. Что такое Штангенциркуль
|
Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения.
Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
Что такое штангенциркуль и для чего он нужен?
Штангенциркуль — это измерительный инструмент с ползунком, который можно сдвигать замеряя размеры нужного предмета. Этот инструмент измеряет толщину и диаметр, зажимая предметы. Вы можете точно измерить внешние и внутренние диаметры объектов, которые трудно измерить с помощью обычных линеек. Этот инструмент может измерять размеры ˂ 1 мм. Кроме того, при правильном использовании вы также можете рассчитать разницу в размерах и измерить глубину объекта.
Многие считают, что штангенциркули используются только профессионалами, используясь в лабораториях, производствах, строительстве или полевых исследованиях. На самом деле много простых людей, которые используют суппорты при изготовлении пластиковых деталей для сборных моделей, измерения различных диаметров как внутренних так и наружных. Причина в том, что штангенциркули проще в использовании и имеют высокую точность по сравнению с обычными линейками.
Существует множество суппортов по доступным ценам.
Проверка
Проверка штангенциркуля – важный аспект перед его покупкой. В домашних условиях получить технологии поверки, близкие к заводским, крайне сложно. Ознакомьтесь с данными из техпаспорта.
В нем не должно быть никаких неточностей и пропусков в описании устройства.
- При внешнем осмотре выполняется проверка целостности и чистоты «штангельного» механизма. Нечёткость в обозначениях, разметке и движении – признак плохого качества исполнения, не тратьте в этом случае своё время и деньги.
- Проверьте, «сидит» ли подвижная рамка на нуле в начальном положении (перед замерами).
- Удостоверьтесь, что при замере толщины, например, ровной доски или смартфона, свет не проходит сквозь линию соприкосновения. Если это не так – инструмент должен быть очищен от пыли и песчинок, посторонних частиц (если они обнаружены). Его губки при этом должны чётко соприкасаться, опять же, не пропуская света сквозь линию смыкания.
Если выбранная модель прошла проверку и устраивает вас по всем параметрам – можно остановиться на ней.
Shan 123663
Один из лучших штангенциркулей с глубокомером и цифровым дисплеем. С его помощью легко проводить самые разные наружные и внутренние замеры уступов, глубину отверстий. Экран измерителя отличается особенно высокой контрастностью, что делает его легко читаемым. Предусмотрены две системы измерений — метрическая и дюймовая. В комплекте идёт футляр хорошей прочности.
Достоинства:
- Надёжность и долговечность;
- Высокая верность показаний;
- Чёткий дисплей;
- Удобный футляр.
Недостатки:
Очень высокая цена.
Устройство Shan 123663 действительно стоит дорого. Но все, кто с ним работают, отмечают, что как только его берут в руки и приступают к замерам, становится ясно, почему он такой дорогой. Плюс предусмотрены измерения в дюймах. Это бывает просто необходимо при работе с импортными станками, на которых производятся детали по замерам.
Большие измерители используются на крупных и средних производствах. Дома держать такой нет особого смысла. Среди данных устройств есть, как и среди других, классические модели, цифровые, с глубиномером. Есть также разметочные штангенциркули.
Как пользоваться штангенциркулем, точность инструмента
Измерения с точностью до 1 мм интуитивно понятны абсолютно всем и в особых разъяснениях абсолютно не нуждаются. Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Шкала нониуса разбита таким образом, что наиболее точное совпадение ее риски с риской основной шкалы покажет точное значение после запятой в дробном значении размера детали.
Нужно учитывать класс точности инструмента, он обязательно пишется – чаще прямо на нониусе – чему равно одно его деление. Большинство самых распространенных штангенциркулей обладает способностью определять размер с точностью до 1/10 миллиметра, но есть приборы и до 2/100, на них написано 0,02. На принцип пользования нониусом это не влияет.
https://youtube.com/watch?v=Nobw6s9k4dQ
Кроме умения пользоваться нониусом, важно так же правильно пользоваться штангенциркулем во время проведения измерений, о чем детально рассказывается в следующем видео. https://www.youtube.com/embed/82yPc4p9wfs
https://youtube.com/watch?v=82yPc4p9wfs
Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение
Здесь важно учитывать значение деления, которое указывается на циферблате
Для этого штангеля оно составляет 0,02 мм. К плюсам такого исполнения инструмента можно отнести возможность тарирования (физической установки на «0» шкалы циферблата) при сведенных губках с фиксацией зажимным винтом – здесь он снизу циферблата. К явным же недостаткам – исключительную аккуратность в обращении. Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Хотя очень недорогие (от 5,5 $) за штуку углепластиковые циферблатные штангеля все же пока удерживают этот тип инструмента на плаву.
Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.
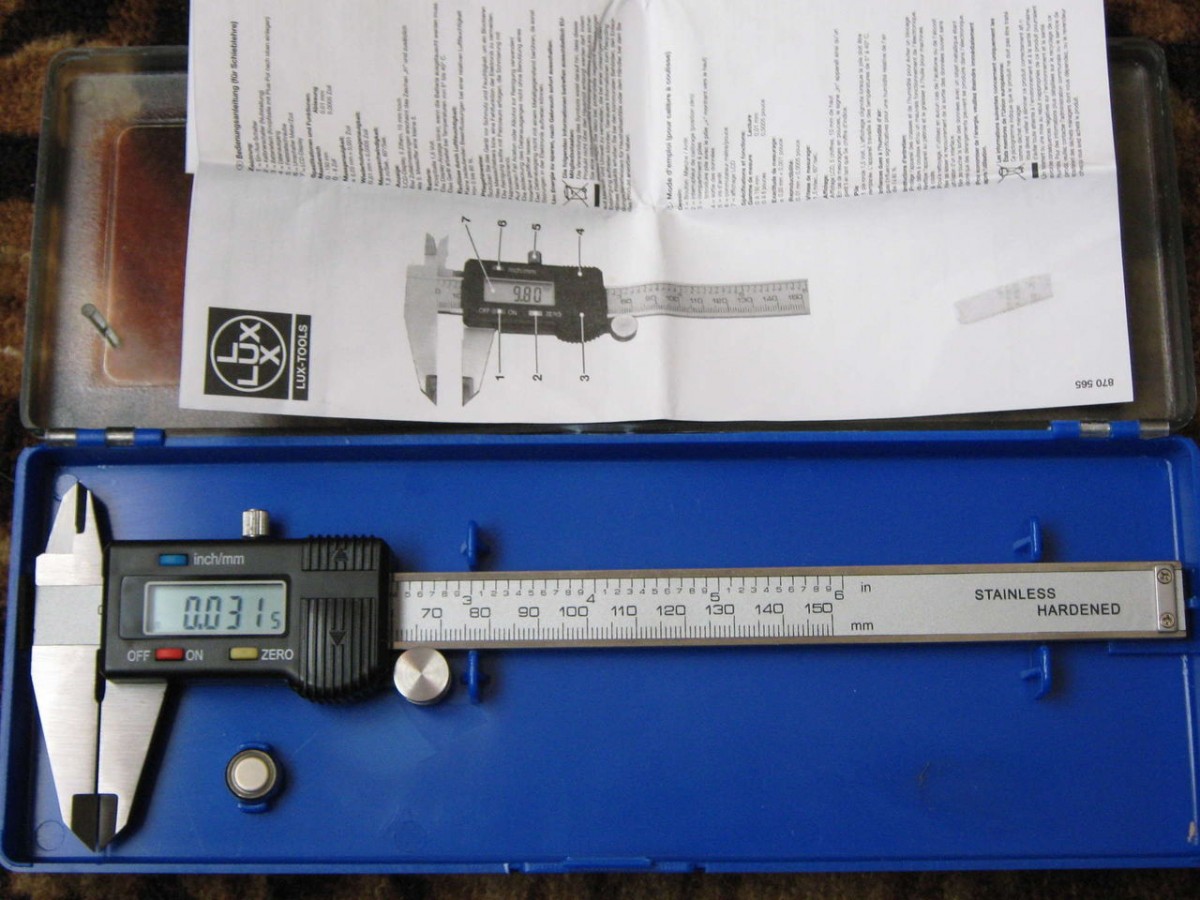
Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей
Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности
И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.