Дюймовая резьба: таблица размеров, шаг, обозначения, гост и маркировки
Содержание:
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
-
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
-
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
-
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
-
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
-
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
-
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
-
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
-
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
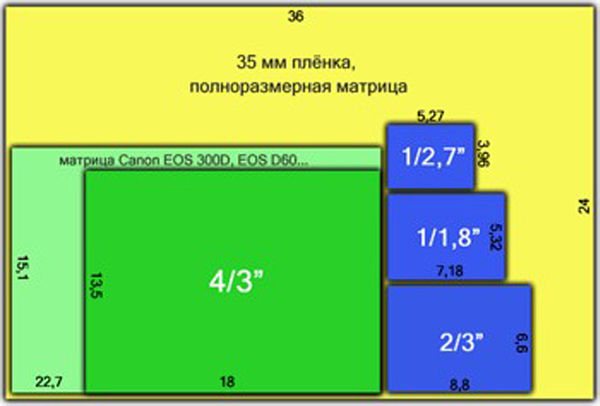
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Конические трубные резьбы
рисунок трубные конические резьбы
Коническая трубная резьба ГОСТ 6211-81 (1-й типоразмер)
Единица измерения параметров: Дюйм
Соответствует закругленному профилю трубной цилиндрической резьбы с углом 55°. См. верхнюю часть (I) трехмерного изображения «рисунок трубные конические резьбы».
Условное обозначение
Международная: R
Япония: PT
Великобритания: BSPT
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Примеры:
R1 ½ — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма, левая.
Коническая дюймовая резьба ГОСТ 6111 — 52 (2-й типоразмер)
Единица измерения параметров: Дюйм
Изготавливается на поверхностях с конусностью 1:16
Имеет угол профиля 60°. См. нижнюю часть (II) трехмерного изображения «рисунок трубные конические резьбы». Применяется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Использование данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Условное обозначение
Первой идет буква К, далее ГОСТ.
Пример:K ½ ГОСТ 6111 — 52
Расшифровывается как: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему Ø трубной цилиндрической резьбы G ½
Таблица основных параметров конической дюймовой резьбы
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1″ n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Нюансы выбора крепежа и производства монтажных работ
Чтобы крепежный узел максимально надежно выполнял свои эксплуатационные задачи, важно подбирать болт и гайку не только по номинальному диаметру. Эти два элемента должны иметь одинаковые размеры по основному шагу резьбы
Кроме того, у них должны совмещаться направление вращения и количество заходов резьбовой нарезки.
Нельзя для формирования одного узла одновременно использовать элементы с метрической и дюймовой нарезкой. Следует точно соблюдать последовательность технологического процесса с предварительной подтяжкой и очередностью затягивания болтов. Только так можно не допустить перекосов и создать прочное соединение.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 942902.04.2020
Можно ли определить шаг резьбы по маркировке
В соответствии с регламентом ГОСТ 8724-81 обязательное присутствие в маркировке размера шага резьбы не предусмотрено, хотя и не возбраняется. Приведем несколько примеров:
- М22 означает, что на болт или винт нанесена крупная нарезка с номинальным диаметром 22 мм и правой нарезкой;
- М22LH – то же, но только с резьбой, направленной в левую сторону;
- М22*2 Говорит о том, что перед нами изделие с размером сечения 22 мм, мелкой резьбой, имеющей шаг в 2 мм;
- М22*3(P1) – болт диаметром 22 мм, имеющий трехзаходную насечку с ходом в 3 мм и шагом в 1 мм;
- М22*3(P1) LH – крепеж с аналогичными предыдущему варианту параметрами, но только с левой резьбой.
В маркировке крепежных изделий шаг резьбы обозначается буквой P а рядом стоящая цифра указывает на его размер. Не следует путать это понятие с ходом. В случае однозаходной резьбы эти величины совпадают. Когда же нарезка имеет многозаходный характер, то ход определяется как произведение шага на число заходов.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Читать также: Насос помпа на дрель
ГОСТ и унификация крепежа
В течение длительного времени не могли прийти к единому стандарту. Еще в середине XIX века разные производители пользовались своими мерительными инструментами. Попутно у каждого резьбовые соединения выполнялись по своим требованиям и параметрам. Возникали проблемы у эксплуатационников.
При необходимости разборки и последующей сборки изделий приходилось помечать каждую деталь, чтобы потом их поставить строго на свое место. Особенно сложно приходилось военным, так как ружья и пушки приходили с разных заводов. Если кто-то разбирал свое оружие, то собрать чаще всего не удавалось.
Еще в XII веке установили, что оптимальным будет расстояние между двумя канавками на стержнях, равное примерно 20 % от диаметра. Тогда их изготавливали из дерева, на ручьях и небольших реках создавали водяные мельницы. Позже (примерно середина XIV века) начали проектировать и создавать ветряные мельницы.
Отдельные детали стягивали мощными шпильками. На них накручивали громадные дубовые гайки, выточенные из единого куска прикорневой части. Но все – это были единичные, разовые изделия. Их характеристики и качество зависели от мастера. С развитием техники нужно было добиваться однообразности и универсальности стяжных деталей.
Информация к размышлению
Первый отраслевой стандарт был принят в Туле (Россия). На первом оружейном заводе производили только сборку конечного изделия. Производилось и литье. А сами отливки раздавали мастерам для домашнего изготовления. Так образовались улицы со своими названиями: Курковая, Ложевая, Дульная, Штыковая и ряд других. Тут делали только одно изделие. Потом на сборке оставалось только собрать их и получить ружье.
Главная заслуга Никиты Демидова (основоположника первого оружейного завода России) заключалась в том, что он сумел разработать подробные чертежи, а также мерительные инструменты (калибры). Пользуясь ими, мастера могли проверять, насколько правильно обрабатывается конкретная деталь. Налажен был выпуск и ручного металлообрабатывающего инструмента: напильники, шаберы, скребки и ручные сверлильные устройства.
В это же время Англия также изготавливала ружья. Конструктивно они были идентичными. В 1787 году были приобретены 500 ружей в Туле и 500 ружей из Англии. Их разобрали, а детали по артикулам разложили в несколько куч. Тщательно перемешали.
Потом решили собрать. Тульские ружья собрали все. Каждое прошло проверку на качество стрельбы. Результаты удовлетворили комиссию. Ни одного английского ружья собрать не смогли. Детали требовали индивидуальной притирки. Единого стандарта не было.
Поэтому в русскую армию помимо ружей поставляли детали, которые могли выходить из строя в процессе эксплуатации. В каждом полку существовал взвод, в обязанности которого вменяли ремонт вооружения.
В этих взводах имелись болтики, винтики и гаечки. Тогда их метили специальными насечками, чтобы использовать по мере необходимости.
В 1790 г. в Париже произошло первое утверждение основной системы мер. Одним из первых была утверждена мера длины – метр. Установили и дробные величины, которыми пользуются повсеместно: сантиметр, миллиметр.
Англия отказалась переходить на европейский стандарт. У них до сих пор пользуются футами, дюймами, линиями.
Для унификации деталей каждая страна разрабатывала свои государственные стандарты. Их соотносили так, чтобы товары из сопредельных государств могли соответствовать и отечественным изделиям. Поэтому с 1924 г. в СССР был введен ГОСТ на резьбовые соединения. Кроме основного стандарта допускалось использование изделий из Великобритании и США (дюймовые стандарты). В настоящее время используются только трубные соединения, измеряемые в дюймах.
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов. Таблица дюймовых и метрических резьб встречается в специальных справочниках.
Отличия дюймовой резьбы от метрической
Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
Пример обозначения посадки резьбового соединения на чертежах
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм – из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов – это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг – это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
- Цилиндрическая.
- Коническая.
- Дюймовая.
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К трубопроводной арматуре предъявляются высокие требования герметичности и разъемности соединений.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
- Смесители холодной и горячей воды.
- Сантехнические краны.
- Запорные вентили.
- Шпиндели.
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
National pipe thread — NPT
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.
Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
| Размер
(дюймы) |
Промежуточный диаметр
(миллиметры) |
Длина
(миллиметры) |
Количество витков |
| 1/2 | 19,78 | 13,5 | 14 |
| 1/16 | 7,142 | 6,5 | 27 |
| 2 | 58,33 | 19 | 11,5 |
| 1/8 | 9,52 | 7 | 27 |
| 3/4 | 25,12 | 14 | 14 |
| 1 1/2 | 46,3 | 18,5 | 11,5 |
| 1/4 | 12,45 | 9,5 | 18 |
Трапецеидальная резьба
При создании систем управления нужно иметь резьбы с минимальным трением. При разработке роботов и аналогичной техники требуется заставить устройство быстро и очно перемещать исполнительный механизм. В этих случаях использую трапецеидальные резьбы. Гайка довольно легко скользит по стержню в любую сторону. В нужном положении она надежно фиксируется.
Таблица 5: Размеры резьбы и шаг винтовой линии для трапецеидальной резьбы
| Номинальный диаметр резьбы d, мм | Шаг P | ||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 8 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 0,25 | |
| 9 | 2,00 | 1,50 | |||||
| 10 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 11 | 3,00 | 2,00 | |||||
| 12 | 3,00 | 2,00 | 1,50 | ||||
| 14 | 3,00 | 2,00 | |||||
| 16 | 4,00 | 2,00 | 1,50 | 0,75 | 0,50 | ||
| 18 | 4,00 | 2,00 | |||||
| 20 | 4,00 | 2,00 | 1,50 | 1,00 | |||
| 22 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 24 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 0,75 | |
| 26 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 28 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 30 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 32 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 34 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 36 | 10,00 | 6,00 | 4,00 | 2,00 | 1,50 | 0,75 | |
| 38 | 10,00 | 7,00 | 6,00 | 3,00 | |||
| 40 | 10,00 | 7,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 42 | 10,00 | 7,00 | 6,00 | 3,00 |
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Метрические резьбы
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| – | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 |
Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
Внимание! Использование специальных резьб связано с необходимостью создавать одноразовые инструменты для нарезания подобных винтовых линий.
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные
И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая»
Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Какая бывает резьба: профили и стандарты
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.