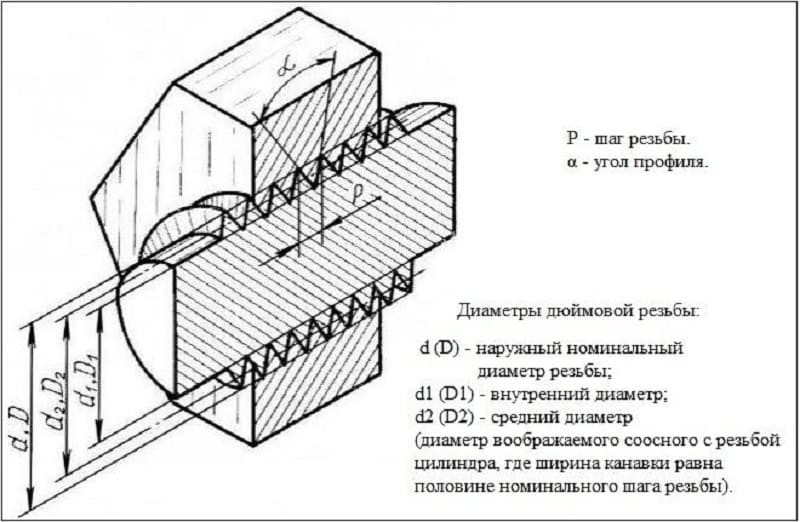
Отличия метрической и дюймовой резьбы. элементы резьб
Содержание:
Конические трубные резьбы
рисунок трубные конические резьбы
Коническая трубная резьба ГОСТ 6211-81 (1-й типоразмер)
Единица измерения параметров: Дюйм
Соответствует закругленному профилю трубной цилиндрической резьбы с углом 55°. См. верхнюю часть (I) трехмерного изображения «рисунок трубные конические резьбы».
Условное обозначение
Международная: R
Япония: PT
Великобритания: BSPT
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Примеры:
R1 ½ — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма, левая.
Коническая дюймовая резьба ГОСТ 6111 — 52 (2-й типоразмер)
Единица измерения параметров: Дюйм
Изготавливается на поверхностях с конусностью 1:16
Имеет угол профиля 60°. См. нижнюю часть (II) трехмерного изображения «рисунок трубные конические резьбы». Применяется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Использование данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Условное обозначение
Первой идет буква К, далее ГОСТ.
Пример:K ½ ГОСТ 6111 — 52
Расшифровывается как: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему Ø трубной цилиндрической резьбы G ½
Таблица основных параметров конической дюймовой резьбы
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1″ n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов. У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее. Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).
ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
ЛЮБОВЬ И ИЗОЛЯЦИОННЫЙ ЭКРАН
— Неужели нельзя преодолеть планетарный изоляционный экран?
Ведь должны же быть технологии его нейтрализации?
— Они были и есть. Но как говорится в таких случаях — не про нашу честь.
— Что ты имеешь в виду? — спросил я.
— Качества и формы, которые нами утрачены.
Увидев на моём лице удивление, Светозар пояснил.
— Когда человек по-настоящему умеет любить, связь его с Творцом, практически, нарушить невозможно. На Земле нет такой техники, которая могла бы это сделать
И не важно, какая у него гаплогруппа: северная или южная. Но любить в нашем обществе могут единицы, вот в чём беда!
К умеющему любить по настоящему Творец приходит сам. Он не только прошибает любой экран, но и даёт силу человеку сделать это. Как видишь, всё до банальности просто. Экранирующее поле работает только по тем, кто не умеет любить. По людям, которые испытывают только любовь потребительскую, но не настоящую. Именно по этой причине люди с северной гаплогруппой и связаны с Богом. Потому что настоящее чувство высокой любви заложено в их генетическом коде.
— А как те, у которых южная иберийская гаплогруппа? — спросил я. — Они что, люди второго сорта?
— Не совсем, — поморщился от моей прямоты Светозар. — просто им надо многому научиться, прежде всего, настоящей любви. Запомни, человек может всё, главное — захотеть.
«Г. Сидоров — Сияние Вышних Богов и крамешники (Основы державного строительства)» Стр. 230
— Вот почему великое чувство любви сведено к похоти и сексу. Это тоже один из приёмов пользования друг другом. Самый простой и доступный.
Зачем это всё сделано?
Чтобы разучить людей любить друг друга. Пользовать, сколько угодно, но не любить! Потому что умеющий любить по-настоящему, опасен. Он, повторяю, умеет любить не только себе подобных, но и окружающую его природу. Всё, что ощущает и чувствует.
— Но я не понял, почему ему не может помешать в общении с Создателем или информационным полем Вселенной техника ящероголовых?
— Потому что против Рода небесного всякая техника бессильна.
К умеющему любить по-настоящему Творец приходит сам. Он не только прошибает любой экран, но и даёт силу человеку сделать это. Как видишь, всё до банальности просто. Экранирующее поле работает только по тем, кто не умеет любить. По людям, которые испытывают только любовь потребительскую, но не настоящую. Именно по этой причине люди с северной гаплогруппой и связаны с Богом. Потому что настоящее чувство высокой любви заложено в их генетическом коде.
— А как те, у которых южная иберийская гаплогруппа? — спросил я.
— Они что, люди второго сорта?
— Не совсем, — поморщился от моей прямоты Светозар. — просто им надо многому научиться, прежде всего, настоящей любви. Запомни, человек может всё, главное — захотеть.
— Есть такая восточная мудрость, — вздохнул я. — Осла можно подвести к воде, но заставить его напиться невозможно.
— Это так! Но, как видишь, нейтрализовать высокочастотный экран можно, причём силами самого человека.
— Силой его любви. Уж, не к самому ли себе? — съязвил я.
— Не к самому себе, — спокойно принял мою реплику Светозар. — Силой любви ко всему окружающему. Значит, к Творцу. Как правило, начинается такое восхождение через любовь к женщине. К её внутреннему миру. К её Вселенной, главное — включить сердце. Потом его уже не остановить. Начнётся эффект снежной лавины. Именно поэтому наше молодое поколение с детства приучают к сексуальному, телесному чувству. Заменяя звериным оргазмом подлинное. Думаешь, навязывание порно современным поколениям преследуют цель одной дебилизации? Как бы ни так! Главное в другом: в том, о чём мало кто догадывается.
Теперь ты понимаешь суть проекта отчуждения от Высшего? Как этот проект раскручен?
«Г. Сидоров — Сияние Вышних Богов и крамешники (Основы державного строительства)» Стр. 231
Как определить диаметр болта в дюймах?
В США крепежные детали изготавливают по стандартам ANSI и SAE, в которых в качестве единиц измерения используются дюймы. Диаметр резьбы до 1/4″ обозначается номерами от №0 до №12, а диаметр свыше 1/4″ выражен целым числом или долей дюйма, например: 1/2″ или 1 3/8″. Поэтому при оформлении заказа на дюймовые болты вам надо знать параметры крепежа в американской системе мер.
Штангенциркулем выполняем замер диаметра резьбовой части метиза. В нашем случае – 9,52 мм. Полученное значение переводим в доли дюйма, используя таблицу, и получаем 3/8″.
| Наружный диаметр, мм | 1,52 | 1,77 | 2,18 | 2,51 | 2,84 | 3,17 | 3,5 | 4,16 | 4,83 | 5,49 | 6,35 | 7,94 | 9,52 | 11,1 | 12,7 | 25,4 |
| Номинальный размер | #0 | #1 | #2 | #3 | #4 | #5 | #6 | #8 | #10 | #12 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 1 |
Как определить шаг дюймовой резьбы
Дюйм неудобная величина, поэтому сделать точный замер в долях дюйма расстояния между вершинами резьбы сложно.
Проще всего определить, сколько витков резьбы умещается в 1 дюйм длины резьбы (25,4 мм). Их можно посчитать визуально, используя дюймовую линейку.
Подойдет и резьбомер для дюймовой резьбы (нужно только знать тип резьбы, поскольку английская и американская дюймовые резьбы имеют разный угол профиля резьбы: 55° и 60°).
В компании «Трайв-Комплект» представлен ряд метизов с американской резьбой (болты, гайки и др.), приобрести которые помогут опытные консультанты.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 2213517.02.2016
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Трубная резьба Уитворта по DIN/ISO 2999 наружняя коническая, внутренняя цилиндрическая
| Резьба | Whitworth-pipe tread acc. DIN 2999 |
| Сокращение | Rp / R |
| Обозначение | DIN 2999-Rp-1/2 DIN 2999-R-1/2-1 |
| Тип резьбы | Внутренняя резьба цилиндрическая, Наружная резьба коническая (конус 1:16) |
| Применение | Трубная резьба, для труб с резьбой и фитингов, уплотняющая посредством уплотнителя в резьбе (см. стр. 10) |
| Описание | Коническая наружная резьба типа R в основной плоскости имеет те же внутренние, средние и наружные диметры резьбы, как Rp-внутренняя резьба, так что ее можно завинчивать до этого уровня рукой. Дозатягивание при помощи инструмента увеличивает длину вкручивания и уплотняет соединение при использовании подходящего уплотнителя (такого как конопля или тефлоновая лента). |
| Сравнение с DIN/ISO 228 | У цилиндрической Rp-внутренней резьбы этого стандарта имеются те же самые номинальные размеры для диаметров винтовой резьбы и профиля винтовой резьбы как и у цилиндрической внутренней резьба согласно DIN / ISO 228, хотя, у внутренней резьбы типа G во внутреннем и среднем диаметрах допустимы только положительные допуски (при DIN 2999 ±допуск). Поэтому коническая наружная резьба согласно DIN 2999 типа R может быть завинчена в цилиндрическую внутреннюю резьбу согласно ISO 228 типа G, однако, наружная резьба может завинчиваться дальше примерно на 1 ход винта и возникает большее свободное пространство между вершинами винтовой резьбы с в связи с большими допусками резьбы типа G при винтовой и таким образом увеличенные протечки. |
| Не комбинировать ни в коем случае | Цилиндрическая наружная резьба согласно ISO 228 типа G во внутреннюю цилиндрическую резьбу согласно DIN 2999 типа Rp, так как внутренняя резьба может быть слишком тесна. |
| DIN | Наружняя резьба R | Внутренняяя резьба Rp | Наружний диаметр трубы | Число витков | P | h | Наружний Ø | Средний Ø | Внутренний Ø | a | i |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 6 | R 1/8″ | Rp 1/8″ | 10.2 | 28 | 0.907 | 0.581 | 9.728 | 9.147 | 8.566 | 4 | 6.5 |
| 8 | R 1/4″ | Rp 1/4″ | 13.5 | 19 | 1.337 | 0.856 | 13.157 | 12.301 | 11.445 | 6 | 9.7 |
| 10 | R 3/8″ | Rp 3/8″ | 17.2 | 19 | 1.337 | 0.856 | 16.662 | 15.806 | 14.95 | 6.4 | 10.1 |
| 15 | R 1/2″ | Rp 1/2″ | 21.3 | 14 | 1.814 | 1.162 | 20.955 | 19.793 | 18.631 | 8.2 | 13.2 |
| 20 | R 3/4″ | Rp 3/4″ | 26.9 | 14 | 1.814 | 1.162 | 26.441 | 25.279 | 24.117 | 9.5 | 14.5 |
| 25 | R 1″ | Rp 1″ | 33.7 | 11 | 2.309 | 1.479 | 33.249 | 31.77 | 30.291 | 10.4 | 16.8 |
| 32 | R 1 1/4″ | Rp 1 1/4″ | 42.4 | 11 | 2.309 | 1.479 | 41.91 | 40.431 | 38.952 | 12.7 | 19.1 |
| 40 | R 1 1/2″ | Rp 1 1/2″ | 48.3 | 11 | 2.309 | 1.479 | 47.803 | 46.324 | 44.845 | 12.7 | 19.1 |
| 50 | R 2″ | Rp 2″ | 60.3 | 11 | 2.309 | 1.479 | 59.614 | 58.135 | 56.656 | 15.9 | 23.4 |
| 65 | R 2 1/2″ | Rp 2 1/2″ | 76.1 | 11 | 2.309 | 1.479 | 75.184 | 73.705 | 72.226 | 17.5 | 26.7 |
| 80 | R 3″ | Rp 3″ | 88.9 | 11 | 2.309 | 1.479 | 87.884 | 86.341 | 84.926 | 20.6 | 29.8 |
| 100 | R 4″ | Rp 4″ | 114.3 | 11 | 2.309 | 1.479 | 113.03 | 111.551 | 110.072 | 25.4 | 35.8 |
| 125 | R 5″ | Rp 5″ | 139.7 | 11 | 2.309 | 1.479 | 138.43 | 136.951 | 135.472 | 28.6 | 40.1 |
| 150 | R 6″ | Rp 6″ | 165 | 11 | 2.309 | 1.479 | 163.83 | 162.351 | 160.872 | 28.6 | 40.1 |
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″
) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо — и водогазоснабжении.
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм
) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм
, а усиленной —25,5 мм . Последнее значение стоит довольно близко к равенству1″»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от40 до 60% в зависимости от роста величины индекса.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)» | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)» | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)» | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)» | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
| Условный проход трубы Dy. мм | Диаметр резьбы G». дюйм | Наружный диаметр трубы Dn. мм |
| Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 | Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ |
ГОСТ
— государственый стандарт, используемый в тепло — газо — нефте — трубопроводахISO — стандарт обозанчения диаметров, используется в сантехнических инженерных системахSMS — шведский стандарт диаметров труб и запорной арматурыDIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458ДУ (Dy) — условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметрнаружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | ||
| стандартных | усиленных | стандартных | усиленных | ||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 |
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.