Ручные трехвалковые вальцы своими руками: чертежи, фото, видео
Содержание:
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.

Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.
Парник «Хлебница»:

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.
Теплица «Капелька»:

Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:

Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Конструируя теплицы, проектировщики рассчитывают на длину проката, а также рулонов поликарбоната. Стандартная длина профильных труб составляет 6 м. Согнуть их можно разными способами. Но остается условие, что между концами труб должно получиться расстояние 3 м.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
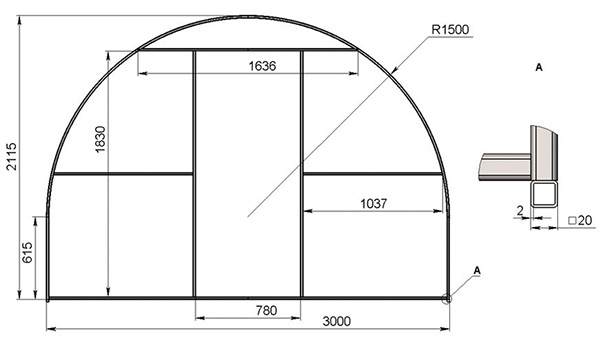
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:
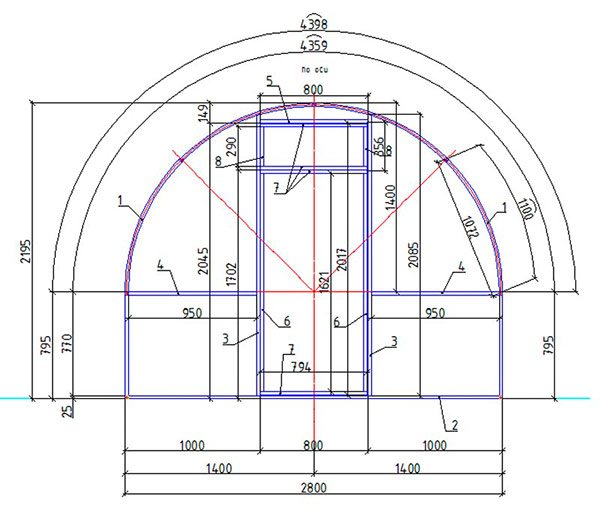
Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:
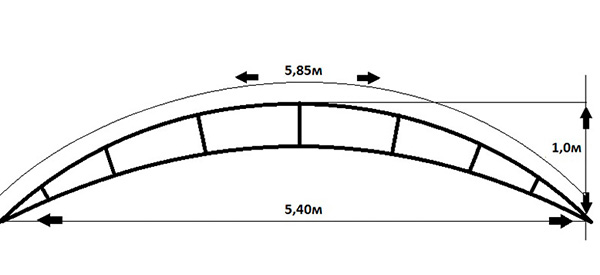
При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Усиление необходимо для того, чтобы подобная арка могла выдерживать снеговую нагрузку в зимний период, равную 200…220 кг/м². Их расставляют на расстоянии 1 м и покрывают сотовым поликарбонатом толщиной 6…8 мм. Для зимних теплиц используют поликарбонат толщиной 10 мм.
Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Покупной или самодельный станок
Безусловно, чтобы не тратить свое время и силы на изготовление домашнего станка, на расчеты вальцов и нагрузок, гораздо проще его купить. Однако камнем преткновения в данном случае является цена готового покупного оборудования, которая варьируется в диапазоне от 20 до 35 тысяч рублей.
Вполне возможно, что конструкция, которую вы собрались возводить с использованием вальцовочного станка, стоит гораздо меньше самого прибора.
И если не в ваших планах возводить ажурный забор или беседку, то такие расходы на приобретение профессионального вальцовочного станка вовсе ни к чему. Попробуйте сделать станок своими руками.
Если у вас получилось создать прибор для деформации металлических изделий, то применяя его на практике, позаботьтесь о том, чтобы в работе не были допущены следующие дефекты:
- появление трещин на металлическом профиле. В противном случае деталь нужно выбросить;
- избегать сжатия и растяжения поверхности в точке нагрузки на конструктивный элемент;
- сжатие или деформацию детали перед вальцеванием.
Если вы решились сделать станок самостоятельно, то для дальнейшего удобства работы с ним желательно совмещать его работу с электроприводом. Для этого подойдет любой мотор с редуктором, который упростит процесс выполнения деформации металла. При помощи стальной трубы, которая монтируется на обычный домкрат, сделайте прижимное устройство для профиля. Благодаря таким нехитрым дополнениям вы сможете получить качественную готовую продукцию.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Что такое вальцевание трубы
Для строительства металлических конструкций используют специальные трубы с квадратным или прямоугольным сечением, которые обладают повышенной прочностью к статической нагрузке. Придание этим трубам изгибов необходимой формы при помощи специального станка называется вальцеванием. Сам станок носит название вальцы (вальцеватель, трубогиб).
Когда говорят о вальцевание трубы в промышленных масштабах, под этим термином подразумевают операцию по изготовлению профильной трубы. Заготовкой для получения профиля служит круглая сварная труба, которую путем прокатывания на вальцах, преобразуют в трубу с квадратным или прямоугольным сечением.
Вальцевание на производстве состоит из следующих операций:
- Получение трубы с круглым сечением из плоского металлического проката — лист сворачивают и заваривают соединительный шов.
- Круглую трубу протягивают через вальцеватель, деформируя и придавая ей сечение заданных размеров
- Проводят контроль качества соединительного шва полученного профиля.
- Дополнительным прокатыванием снимают остаточное напряжение металла после деформации.
Вальцы или трубогиб производственный – это станок, состоящий из 3 или пяти металлических валиков, которые соединяются в единый механизм приводной цепью. Используется такой станок в трубопрокатной промышленности, прежде всего, для изготовления самого профиля.
На трубопрокатном производстве или в профессиональном строительстве используют электрический вальцеватель. Это устройство, которое состоит их нескольких специальным образом закрепленных валиков и системы направляющих. Между ними, усилием извне, протягивается металлический профиль.
При изготовлении труб вальцеватель имеет вид стационарного многотонного станка. В промышленном строительстве вальцеватель это изготовленный промышленным способом станок для радиусной деформации трубы.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
Опорная рама
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.
Самодельная рама в сборе с валками
Опорные стойки
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Приводной механизм
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.
Вид станка с торца до закрепления деталей приводного механизма
Самодельный привод станка можно собрать и на основе шестереночной передачи
Сами валки, которые и будут выполнять основную работу по деформированию листового металла, лучше приобрести в заводском исполнении, а не использовать для этого трубы или не пытаться выточить их на токарном станке самостоятельно.
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Чтобы совершать прокатку, нужно прилагать дополнительные протягивающие усилия в продольном направлении. Для этой цели устанавливается рукоятка. Вращая ее, можно заставить трубу двигаться в ту или другую сторону.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению. Общий вид станка. Он устанавливается на брус 100·50 мм.
Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.
Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.
Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.
По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.
К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.
Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.
Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.
Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.
Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.
Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Покупной или самодельный станок
Безусловно, чтобы не тратить свое время и силы на изготовление домашнего станка, на расчеты вальцов и нагрузок, гораздо проще его купить. Однако камнем преткновения в данном случае является цена готового покупного оборудования, которая варьируется в диапазоне от 20 до 35 тысяч рублей.
Вполне возможно, что конструкция, которую вы собрались возводить с использованием вальцовочного станка, стоит гораздо меньше самого прибора.
И если не в ваших планах возводить ажурный забор или беседку, то такие расходы на приобретение профессионального вальцовочного станка вовсе ни к чему. Попробуйте сделать станок своими руками.
Если у вас получилось создать прибор для деформации металлических изделий, то применяя его на практике, позаботьтесь о том, чтобы в работе не были допущены следующие дефекты:
- появление трещин на металлическом профиле. В противном случае деталь нужно выбросить;
- избегать сжатия и растяжения поверхности в точке нагрузки на конструктивный элемент;
- сжатие или деформацию детали перед вальцеванием.
Если вы решились сделать станок самостоятельно, то для дальнейшего удобства работы с ним желательно совмещать его работу с электроприводом. Для этого подойдет любой мотор с редуктором, который упростит процесс выполнения деформации металла. При помощи стальной трубы, которая монтируется на обычный домкрат, сделайте прижимное устройство для профиля. Благодаря таким нехитрым дополнениям вы сможете получить качественную готовую продукцию.
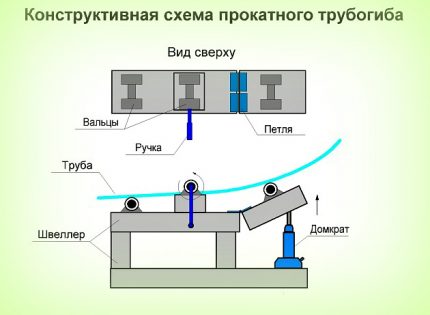
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными. Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку. Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию. Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.

Профилегибочный трехроликовый станок оснащен тремя роликами. Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок. На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Общие сведения о конструкции
Этот тип станков предназначен для контролируемой деформации материалов методом проката. Для этого используется система валов, проходя через которую стальная заготовка меняет свою конфигурацию. Такую же функцию должны выполнять ручные модели станков, которые можно сделать своими руками.
Конструкция состоит из двух опорных стоек, на которую устанавливают систему из нескольких валов. При этом нижние зачастую изменяют свое положение только в горизонтальной плоскости. Для проката стального листа они соединены с механизмом передачи вращающего момента. Верхний вал являются упорным и может регулироваться по высоте. Дополнительно он снабжен устройством для быстрого опрокидывания, который необходим для снятия обработанной детали.
В зависимости от типа привода вальцы трехвалковые листогибочные могут быть следующих видов:
- ручная конструкция. Она состоит из системы шестерен или цепных передач. Подобная схема применяется для станков, сделанных своими руками или в заводских моделях с небольшими размерами, которые предназначены для штучного производства;
- гидравлический привод. Он необходим для обработки больших толстостенных заготовок. Благодаря максимальному значению приложенного усилия деформация происходит относительно быстро. Но при этом повышаются требования к качеству валов;
- установка электродвигателя. Это оптимальный вариант для оборудования со средним показателем производительности. Электрическая силовая установка не сильно влияет на увеличение габаритов конструкции.
Качество обработки во многом зависит от эксплуатационных качеств валов. Для их изготовления применяются специальные сорта инструментальной стали. При деформации больших изделий их зачастую нагревают для улучшения показателя пластичности. Постоянное термическое воздействие на валы снижает их эксплуатационные свойства.
Особенности производства вощины с помощью вальцов
Этот аппарат состоит из следующих компонентов: 2 гравированных вала, 2 шестерни, регулировочные болты и основание.
Вальцы помещают в ёмкость с разделительным раствором. Его используют для того, чтобы процесс изготовления был более лёгким: таким образом размягчённый воск не прилипнет к выступам, а на листе будут формироваться только качественные «ямки» требуемой формы.
Этот раствор продаётся в специализированных магазинах, но его можно изготовиться и самостоятельно. Для этого потребуется: жидкая сыта из мёда или раствор из 1 л воды, 100 г жидкого мыла без ароматизаторов и 2 ч. л. глицерина для формирования на поверхности вощины тонкого слоя с запахом, который привлекает пчёл.
Видео: Вальцы для вощины
Процесс производства вощины таков:
Восковый лист укладывают в ванночку.
Этот лист осторожно продвигают к зазору между вальцами и направляют в него.
Рукоятку поворачивают от себя, а вальцы начинают вращаться. Благодаря такому процессу лист полностью будет помещён в зазор и пропущен через него.