Как паяют медные трубы
Содержание:
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Как правильно паять латунь?
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла. Выход один – нужно проводить пайку при низкой температуре, используя припой из олова и свинца. Но необходимо применять флюс, наиболее распространенным является из канифоли и спирта.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру. Причем поры образуются при любом способе пайки, как под высокой температурой, так и под низкой. Нередко применяется пайка латуни в газовой среде (при условии, что перед началом работ было проведено флюсование). Допускается не использовать флюс, если на поверхности латуни имеется слой никеля или меди.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное – в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
Латунь, богатая медью, спаивается следующими припоями:
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
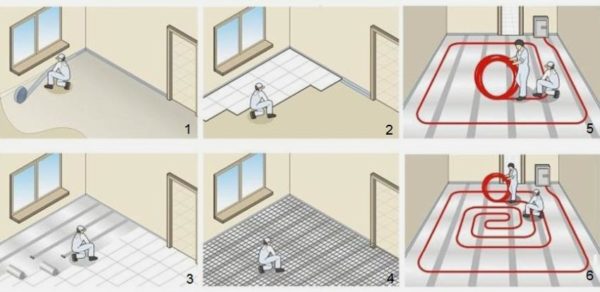
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Необходимые в процессе инструменты
Для сварки водопроводных труб из меди своими руками потребуются такие приспособления:
- Горелка газобаллонного типа. Для сборки небольших металлоконструкций используют ручной бензиновый инструмент, однако такое оборудование считается опасным.
- Труборез. Можно приобрести прибор нужного диаметра или набор приспособлений разных размеров отдельно. Устройство помогает легко резать мягкий металл, не нарушая структуру краев. Некоторые труборезы могут использоваться для работы на труднодоступных участках.
- Расширитель. Применяется для получения нужного диаметра при соединении отрезков внахлест. При одинаковом сечении увеличивают размер одного из элементов, что помогает вставлять детали друг в друга.
- Фаскосниматель. Используется для заусенцев, образующихся при использовании трубореза. Существует несколько типов инструментов. Наиболее удобным считается круглое приспособление.
- Металлические щетки, ершики. Используются для предварительной обработки поверхностей.
1 Подготовка к пайке – что необходимо знать об этом процессе?
На данный момент паять медь можно двумя основными способами, которые отличаются друг от друга температурой нагрева. Высокотемпературный способ предусматривает повышение температуры до 900 градусов Цельсия, такой метод отлично зарекомендовал себя в трубопроводах, где давление на стенки максимальное. Чтобы припаять медные трубы при помощи высокотемпературного способа, потребуются специальные материалы, в том числе твердоплавкий флюс и твердый припой. Обычный припой здесь не подойдет, поскольку лишь у твердого аналога температура плавления достигает необходимых значений.
Пайка меди
Низкотемпературный метод пайки существенно проще, поскольку металл разогревается лишь до 500 градусов, хотя обычно вполне хватает и 380 градусов Цельсия. В домашних условиях именно таким методом обычно привариваются различные медные элементы. Для работы нам потребуется стандартный флюс, который плавится при указанных температурах, а также прут или проволока диаметром до 3 мм. Если же говорить о припое, то он должен быть мягким – отлично подойдет 97 процентный сплав олова с металлами, к примеру, с сурьмой, серебром или селеном.
Чтобы спаянные детали прочно и крепко были скреплены между собой, требуется подобрать соответствующий флюс. Флюс представляет собой специальное вещество, напоминающее пасту по своей консистенции, содержащее в своем составе хлорид цинка. Это вещество наносится достаточно толстым слоем на поверхность трубы или любой другой медной детали. Функции флюса достаточно разнообразны, среди самых важных можно выделить следующее:
- Позволяет припою равномерно растекаться по месту спайки;
- Своеобразный индикатор, который дает возможность определить нужный момент для поднесения припоя и начала процесса спаивания меди;
- Существенно улучшает сцепление меди и припоя;
- Практически полностью удаляет кислород, что предотвращает окисление металлических изделий.
Пайка представляет собой достаточно опасный процесс, поскольку приходится иметь дело с очень высокими температурами, даже при низкотемпературном спаивании. Поэтому требуется быть очень аккуратным, параллельно соблюдая все правила техники безопасности. Следует учитывать все нюансы в работе, ведь раскаленный металл точно так же опасен для здоровья человека, как и сама горелка. Кроме этого медь является отличным проводником тепла, что способствует нагреванию огромной площади трубы, а не только непосредственно спаиваемого участка.
В случае необходимости приваривания медных элементов, не встроенных в трубопроводную систему, требуется предварительно подготовиться к этому процессу. Для таких случаев предусмотрены специальные невозгораемые опоры, на которых медные элементы могут находиться в течение времени, нужного для их полного остывания.
Как выбрать?
Подбирая флюс для пайки меди, стоит учитывать ряд нюансов
Например, при покупке пастообразного важно смотреть на однородность материала. Качественный продукт отличается равномерностью массы, в нем нет комков и посторонних включений
Когда флюс низкого качества, это отражается на результате паяния.
Специалисты рекомендуют выбирать тот флюс, показатель вязкости которого меньше показателя вязкости припоя
Важно, чтобы состав равномерно распределялся по обрабатываемой поверхности и растворял оксидную пленку, образующуюся в ходе сварки
Приобретать расходный материал лучше у проверенного продавца. Этим исключается риск покупки некачественного товара, хороший флюс предупреждает повторное окисление меди и проводов. Удостовериться в его качестве можно непосредственно перед работой.


При его использовании удается сделать идеальными и горизонтальные, и вертикальные швы. Хороший флюс не стоит дешево. Если сложно определиться с его выбором, в магазине можно проконсультироваться с продавцом. Зная тип планируемой работы, специалист поможет подобрать лучший вариант паяльного вещества.
Обычно флюс подбирают по припою. Нужно, чтобы он плавился раньше припоя, именно так удастся достичь надежности соединения на капиллярном уровне. В расплавленном виде он поднимается наверх, соединяется с припоем и прикрывает место пайки защитным слоем от окисления.
Выбирая тот или иной вид расходника, надлежит знать температуру плавления. Например, соединять трубы водопровода лучше флюсами твердого типа. Их температура плавления составляет более 450 градусов Цельсия. Бура же плавится, достигая 753 градусов.


Плюсы и минусы медных труб
Трубный прокат из меди обладает следующими преимуществами:
- высокой прочностью и износостойкостью;
- стойкостью к коррозии и воздействию ультрафиолетового излучения;
- высокими показателями пластичности. Трубы хорошо гнуться, что позволяет собирать конструкции без использования фитингов;
- стойкостью к резким температурным перепадам и колебаниям давления;
- морозостойкостью. Трубы не разрушаются после замораживания;
- привлекательным внешним видом;
- долговечностью;
- инертностью по отношению к агрессивным средам;
- термостойкостью;
- газонепроницаемостью;
- экологической чистотой. Медные сплавы не выделяют токсичных веществ и стабильны к окислению;
- антибактериальным свойством;
- легким весом, удобством монтажа и транспортировки;
- про прохождении потоков воды не происходит образование наростов на внутренних стенках.
К недостаткам применения медных труб для устройства водопровода можно отнести:
- достаточно высокую стоимость;
- высокую электропроводность;
- сложность совмещения с другими видами труб (пластиковыми, стальными, алюминиевыми);
- при соединении деталей трубопровода требуется наличие специального оборудования (газовой горелки или паяльника) и определённых навыков.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге