Диаметр сверла под резьбу
Содержание:
Почему измерение происходит в дюймах
Различие между измерением диаметра резьбы металлической трубы в миллиметрах и дюймах часто приводит к путанице, ошибкам и трудностям выбора нужного изделия. Согласно классической линейной системе измерения 1 дюйм равен 25,4 мм.
Для измерения металлических труб пользуются специальным трубным дюймом, равным 3,324 см. Его особенность и уникальность состоит в том, что он охватывает не только величину внутреннего диаметра, но учитывает стенки трубы.
Основные инженерные расчеты выполняют по внутренним диаметрам, измерение труб по наружному диаметру бывает лишь в исключительных случаях.
Измерительной дюймовой системой исчисляются металлические газовые и водопроводные трубы, а для остальных видов применяется метрическая система измерения.
Подбор сверла
Электрическая дрель необходима для выполнения работы по нарезанию внутренней резьбы.
Перед тем как нарезать резьбу метчиком, необходимо сначала просверлить под нее отверстие. Совершенно ясно, что диаметр отверстия должен быть меньше размера метчика, но вот насколько? Существует универсальный способ вычисления этой разницы. Любая резьба характеризуется двумя параметрами:
- диаметр, указывается на инструментах с прописной буквой М впереди, например, М6;
- шаг витков прописан в виде цифры после первого параметра, например, М6х1.
Взглянув на маркировку метчика, легко подобрать сверло для работы. Надо от значения диаметра отнять шаг резьбы, в приведенном примере М6х1 понадобится отверстие размером 6 — 1 = 5 мм. Сверло следует брать обычное цилиндрическое, для обработки металла такие изготавливаются из быстрорежущей стали Р6М5. С целью облегчить подбор размеров в Таблице 1 представлены рекомендуемые диаметры для отверстий самых «ходовых» резьб метрического профиля.
Таблица 1
| Маркировка | М3 | М4 | М5 | М6 | М8 | М10 |
| D отверстия, мм | 2,5 | 3,3 | 4,2 | 5 | 6,75 | 8,5 |
Поскольку речь идет о ручной обработке металла, то при подборе сверл следует учесть одну особенность. При работе с электрической дрелью, как бы вы ни старались удерживать ее ровно и неподвижно, отверстие будет разбиваться и его размер окажется несколько больше, чем нужно. В результате после прохода метчиком, витки резьбы будут иметь срезанный профиль. При закручивании туда болта появится люфт, а при высоком моменте затяжки витки могут попросту деформироваться. Величина разбивки отверстия зависит от двух факторов:
Зенковки нужны для снятия фасок при нарезании внутренней резьбы.
- Диаметра, чем он больше, тем сильнее разворачивается отверстие. Например, при D = 5 мм происходит увеличение на 0,08 мм, а при D = 10 мм — уже 0,12 мм.
- Условий работы. Слесарь может находиться в неудобном положении или на высоте, это вызовет повышенную разбивку отверстия, что потом скажется на качестве соединения.
Проблема решается следующим образом: чтобы внутренняя резьба получилась полнопрофильной, надо изначально взять сверло, диаметр которого на 0,1 мм меньше требуемого. Возможно, что в некоторых случаях вращение метчика будет затруднено, но обычно никаких сложностей не возникает.
Подготовка инструментария
Для выполнения работы по нарезанию внутренней резьбы понадобится:
- средства разметки (рулетка, линейка, карандаш);
- дрель электрическая с набором сверл;
- зенковка для снятия фасок;
- набор метчиков с ручным воротком;
- молоток;
- керн.
Сверла следует заправить (заточить) в соответствии с твердостью обрабатываемого материала. Чем он тверже, тем больше нужно выдержать угол заточки. Во время просверливания и нарезания рабочие части сверл и метчиков нужно обязательно смазывать. Выбор типа смазки зависит от вязкости стали. Для стали обычной и углеродистой подойдет старое сало или солидол, для нержавейки — машинное масло.
Значение дюймового объема
Сечение трубы, выраженного дюймами, легко расшифровать. Диаметр чаще всего измеряется в дюймах. 3.35 сантиметров соответствует одной единице. Расшифровка показателя имеет отличия, потому что продукцию измеряют по диаметру внутри трубы, а не снаружи.
К примеру, для заготовки в один дюйм диаметр внутри варьируется 2.55 – 2.71 сантиметрам. Толщина стенок влияет на ее величину.
У однодюймовой трубы диаметр снаружи равен 25.4 миллиметрам, а у двухдюймовой 50 миллиметров. Что тогда означают цифры 33.249 либо 66498?
Резьбы на дюймовых трубах делают на наружном объеме. Таким образом внутренний объем с диаметром резьбы соотносится условно. Поэтому размер трубопрокатов вычисляют, сложив цифры 25.4 либо 50 и две толщины стенки изделия.
Справка! Чтобы сделать правильно перевод одной величины в другую, выполняют замеры изнутри. Потому что, руководствуясь данными внешних измерений, результат будет неверным, и монтаж будет выполнен неправильно, так как трубы имеют разную толщину стенки.
При этом следует иметь в виду, что каждый производитель ориентируется на собственные стандарты изготовления труб.
Если возникают сложности в расшифровке, стоит прибегнуть к помощи профессионалов, которые помогут выбрать необходимую продукцию.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Создание резьбы с помощью резца
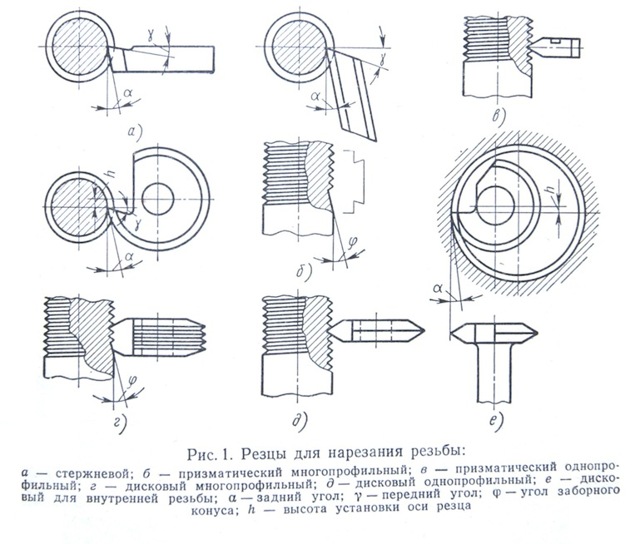
Для нарезки на токарном станке применяются специальные резцы. Они бывают следующих видов:
-
призматические;
-
дисковые;
-
стержневые.
Их характеристики должны соответствовать ГОСТу 18876-73. Верхняя часть резца, которая непосредственно соприкасается с обрабатываемым металлом, должна в точности по своей форме соответствовать создаваемой канавке.
С помощью призматических и стержневых прорезают внешнюю резьбу. Существуют дисковые, предназначенные как для внешней, так и для внутренней резьбы. На токарном станке применяются многопрофильные резцы, которые сразу прорезают несколько канавок.
На стержневых устанавливаются резцы из твёрдых сплавов. Они долго сохраняют остроту и практически не нуждаются в проведении заточки. Если они теряют остроту, обычно производят замену режущей части. Призматические отличаются от стержневых тем, что они контактируют с металлом на значительной поверхности. При работе они быстро теряют остроту и нуждаются в периодической заточке.
Резцы могут иметь конструктивные отличия. Они могут относиться к следующим типам:
-
прямые;
-
изогнутые;
-
отогнутые;
-
оттянутые.
Прямая форма на токарном станке используется редко. Чаще всего для нарезания резьбы применяют изогнутые резцы.
-
Сделанные из легированной быстрорежущей стали.
-
Использующие напаянные твёрдосплавные пластины.
-
Возможно использование сменных многогранных пластин. После того, как режущая часть стачивается, может быть использована другая рабочая грань резца.
-
Существуют резцы, для изготовления которых применяется металлокерамика.
В первом случае обычно обрабатывают детали из стали, пластикатаке или цветных металлов. Резцы характеризуются особенно высокой прочностью и большой теплопроводностью. Однако они имеют такие недостатки: слабую износостойкость, недостаточно высокую твёрдость. Эти качества ограничивают скорость обработки деталей при создании резьбы на станке.
Резцы с твёрдосплавными режущими пластинами применяются наиболее часто. Они известны высокой твёрдости и длительным сроком работы без необходимости выполнения заточки. По сравнению с резцами из быстрорежущей стали максимальная скорость работы у них выше в 2-3 раза. Такие резцы выпускаются в широкой номенклатуре, позволяя легко выбрать подходящий для конкретной работы.
Резцы из керамометалла являются более дешёвыми. Основным их недостатком является хрупкость. Их основное применение состоит в создании мелкой резьбы на заготовках из стали и чугуна.
Резцы с режущей частью из поликристаллических алмазов или кубического нитрида бора являются высокопрочными. Их применяют для точной нарезки резьбы на заготовках из высокопрочных деталей. Основным недостатком таких инструментов является высокая стоимость. В первом случае такой инструмент применяют для обработки деталей из алюминия, меди или карбида вольфрама. Во втором — работают таким резцом на заготовках из упрочнённого чугуна или закалённой стали.
При работе резцом необходимо принимать во внимание следующие особенности:
Важное значение имеет выбор переднего угла. Его величина зависит от твёрдости обрабатываемого материала
Величина находится в пределах от 0 до 25 градусов от перпендикуляра к обрабатываемой поверхности. Для обычной стали выбирают нулевой угол, а для высоколегированной обычно требуется 5-10 градусов. Его величина зависит не только от твёрдости, но и от вязкости обрабатываемого материала.
При выборе подходящего резца важно учитывать, что форма режущей кромки должна точно соответствовать профилю резьбы.
Задние боковые углы должны быть достаточно узкими для того, чтобы не воздействовать на сделанную резцом канавку. При этом с обеих сторон они должны быть одинаковыми.
Для того, чтобы сделать нарезание внутренней резьбы, деталь предварительно сверлят и растачивают.
Выполнение нарезки происходит с высокой скоростью. Работу можно также производить на станке с ЧПУ.
Технология нарезания резьбы в отверстиях
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий.
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Виды резьбы
Конструкция инструмента со временем стала более продуманной, и на сегодняшний день она позволяет создать чёткую внутреннюю резьбу.
Определяют виды резьбы по следующим параметрам: назначение, вид профиля, величина шага, направление (правая, левая), система измерения (метрическая, дюймовая, трубная), расположение на детали (внутренняя, внешняя), характер поверхности, число заходов.
Классификация по назначению
В современной индустрии существуют разные виды метчиков, различающиеся друг от друга конструкциями и функциональными возможностями. По предназначению метчики могут относиться к одному из последующих видов:
- Ручные метчики бывают одно-, двух- и трёхкомплектные. Номер метчика в наборе отмечают числом круговых рисок на хвостовике. При обрабатывании изделия из особо твёрдых сплавов такой комплект может достигать пяти штук. Рабочие диаметры такого инструмента, входящего в комплект, различаются.
- Машинные метчики предназначены для нарезания как глухой, так и сквозной резьбы. Для хорошего отделения стружки и для прерывчатых отверстий используют инструмент с винтовыми канавками: левые — для сквозных, правые — для глухих отверстий с правой резьбой. Применяются на токарных, сверлильных, агрегатных и других станках.
- Для создания резьбы в сквозных отверстиях служат гаечные метчики без реверсирования путём нанизывания нарезанных гаек на прямой или изогнутый хвостовик инструмента. Метчики с такой конструктивной особенностью применяются на гайконарезных автоматах, где нарезают гайки непрерывным циклом. Как правило, они работают без принудительной подачи.
- Плашечные метчики. Предназначаются для предварительной нарезки круглых плашек до сверления стружковыводных отверстий. Заборная часть выполняется конусной по всему профилю.
- Маточные метчики. Предназначаются для калибрования резьбы круглых плашек после сверления стружечных отверстий. Заборная часть конической формы по всему профилю, калибрующая — цилиндрической.
- Комбинированные метчики. Предназначаются для выполнения множественных ходов обрабатывания. Сверление отверстия и резьбонарезание в сквозных отверстиях без принудительной подачи выполнимо, если резьбонарезной инструмент вступает в работу после выхода сверла из отверстия.
Резьбонарезание в лёгких металлах производится определёнными для этого стандартами ГОСТа машинно-ручными инструментами, у которых нитки на калибрующей части расположены в шахматном порядке. С левыми канавками — для отверстий с правой резьбой, а для глухих отверстий — правые.
Нарезка титана и его сплавов
Следует избегать нарезки в отверстиях глухих и длинных резьб, чтобы исключить поломку рабочего инструмента. Процесс резьбонарезания облегчается с увеличением диаметра отверстия под резьбовой элемент. В труднообрабатываемых материалах и закалённых сталях резьбонарезание производят также твердосплавным инструментом. Применяют способы вибрационного нарезания резьбового элемента.
Важные параметры
В зависимости от нужных характеристик, точности, допустимой шероховатости поверхности заготовки, конфигурации детали и назначение резьбового элемента, выбирают способ изготовления детали. Существенно влияет на этот процесс и технологичность конструкций резьбовых деталей.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
Отдельно также производятся и применяются метчики дюймовые и метрические.
Рабочая часть метчика
Так как метчик – инструмент металлорежущий, он должен изготовляться из высокопрочных материалов. Рабочая часть метчиков ручных выполняется из инструментальных сталей, машинных и машинно-ручных – из быстрорежущих и твердых сплавов повышенной прочности. Твердосплавные метчики менее 8 мм в диаметре изготовляются цельными. Инструмент диаметром 8-12 мм имеет цельную рабочую часть и стальной хвостовик, более 12 мм в диаметре – напайки твердосплавных пластин на стальной корпус. В продаже есть инструмент метчик с механическим креплением рабочей части. Его применение сокращает время на смену инструмента, уменьшает расход материалов и необходимый резерв инструмента на складе. Заборной или режущей называют переднюю конусную часть метчика, которая осуществляет черновое нарезание резьбы. Режущая часть вырезает слои металла по контуру резьбы, выполняя основную работу по удалению стружки и формированию профиля резьбы. Она же определяет её точность. Окончательно профиль формирует калибрующий участок инструмента. Метчики для резьбы обычно имеют такие геометрические параметры режущей части:
- передний угол на режущих кромках (обозн. на рис. γ),
- зданий угол на режущих кромках (далее обозн. α),
- угол заборного конуса (далее обозн. φ),
- угол наклона винтовых канавок (далее обозн. ω),
- осевой угол подточки передней поверхности (далее обозн. λ).
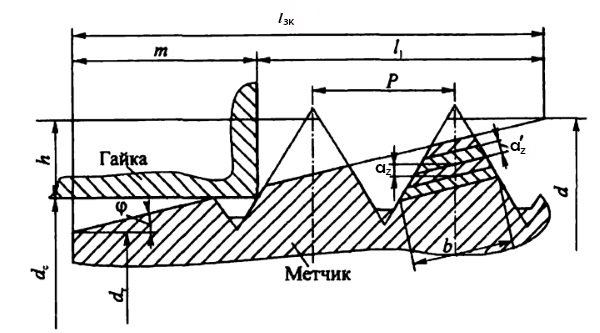
Обозначения:
- dт — диаметр на переднем торце метчика,
- dc — диаметр сверла,
- lзк — длина заборного конуса (подробнее ).
Заборная часть может изготовляться по двум схемам:
- профильной,
- генераторной.
Профильную схему вырезания металла применяют для конических и калибрующих метчиков. Инструмент с генераторной схемой более распространён — это гаечные, машинные и другие виды метчиков. Изготовление и заточка инструмента по генераторной схеме значительно проще, при этом главными режущими являются вершинные кромки переменной ширины, а вспомогательными – боковые кромки зубьев. Профильная схема позволяет повысить точность образуемой резьбы и стойкость инструмента, но изготовление такого инструмента более трудоёмкое.
Калибрующая часть метчика определяет размер и качество резьбы. От нее зависит окончательное формирование профиля, направление и самоподача метчика по резьбе. Калибрующий участок также играет роль запаса на переточку для заточки инструмента по режущему участку. Наибольшему износу подвержен первый виток, следующий после заборной части. Чтобы уменьшить трение и предупредить защемление машинного метчика в отверстии, калибрующий участок оснащают обратным конусом по наружному диаметру, уменьшающимся на 0,04-0,08 мм на 100 длины. Благодаря такому исполнению устраняется налипание стружки на витки резьбы. Для ручного инструмента (метчика) затылование не нужно. При нарезании резьбы метчиком в вязких и труднообрабатываемых материалах обычно зубья через один срезаются в шахматном порядке, что позволяет снизить силу трения на калибрующем участке.
Размеры метчиков или что учесть при работе?
Работа, которую выполняют данные инструменты, может быть серийной, поэтому большинство приспособлений – это метчики машинно-ручные, то есть ими можно пользоваться и на станках, и в домашнем хозяйстве. Причем несложно догадаться, что с таким объемом работ может справиться только очень крепкий материал, поэтому изготавливают их из твердых сплавов, чтобы износ был минимальным, либо быстрорежущих сталей, чтобы процесс происходит быстрее и легче.
Чтобы получить качественную нарезку, желательно подбирать размеры метчиков под отверстие. Если предстоит создавать резьбу большого диаметра, то для лучшего эффекта последовательно нужно использовать несколько размеров, чаще всего хватает двух-трех. Если вы обрабатываете мягкий материал, то придется «растянуть» удовольствие от работы на пять метчиков. Когда отверстия вовсе нет, сначала используется сверло, метчик вступает в игру уже позже. Причем для металлических заготовок сверло тоже должно быть довольно крепким.
Не стоит путать метчики для сквозных и глухих отверстий, потому что при неверном выборе деталь отправится в брак
Также при нежелании использовать универсальный резьбовой инструмент, приобретая машинный или ручной метчик, обращайте внимание на хвостовик, подойдет ли он для вашего крепления. Иногда стружечный вариант образования резьбы не подходит, тогда можно использовать накатывание, где формируются канавки, вследствие пластических деформаций
Для этого также необходим особый метчик.