Способы сверления отверстий в каленом металле
Содержание:
Смазка области, которую нужно просверлить
Чтобы успешно, за короткий промежуток времени просверлить любой материал, сделанный из металла (нержавейка, сталь, чугун), рекомендуется применять специальные смазки. Область, в которой будет проводиться сверление, перед выполнением работ, обрабатывается смазкой. Благодаря этому используемое сверло лучше скользит и не нагревается сильно. Например, для обработки нержавейки можно самостоятельно сделать специальную смазку из машинного масла и коллоидной серы. Для этого нужно взять куски серы, измельчить их и смешать с маслом. При этом во время обработки материала, смазка в область сверления должна подаваться на постоянной основе.
Существует много разнообразных способов использования тонких сверл для проделывания больших отверстий в прочных материалах большой толщины. Во время их применения, рекомендуется выставлять небольшие обороты на электродрели. Также во время использования электроинструмента, при проведении подобных работ, следует соблюдать технику безопасности. Необходимо пользоваться защитными очками либо маской, а также одевать перчатки, чтобы избежать случайного травмирования.
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов
Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость
Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.
Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Инструмент для сверления квадратных отверстий
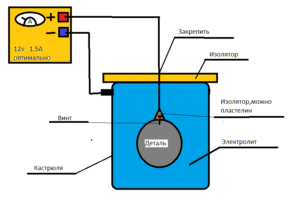
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.

Изображение №1: треугольник Рело и его свойства
Эта фигура представляет собой пересечение трех равных кругов
Самое важное свойство треугольника Рело заключается в том, что если провести к такому треугольнику пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Как видно на рисунке выше, если вращать треугольник Рело по траектории, описываемой 4-мя эллипсоидными дугами, получается квадрат с незначительными скруглениями в углах.
Наработки Рело использовал английский инженер Г. Уаттс. Именно он создал сверло для квадратных отверстий, названное в его честь — сверло Уаттса. Рабочая часть имеет вот такой профиль.
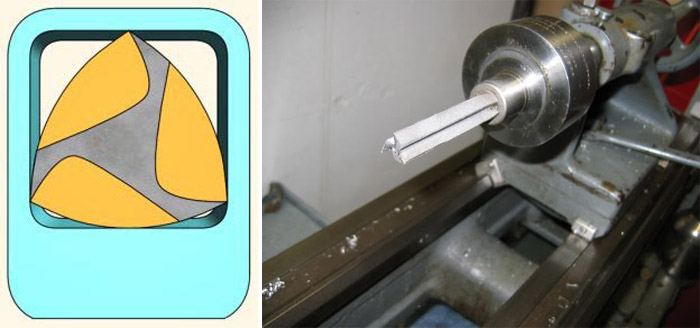
Изображение №2: сверло Уаттса и профиль его рабочей части
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
-
Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
-
Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
- В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
- Их высверливают сверлом малого диаметра.
- При помощи крупного сверла удаляют большую часть материала внутри отверстия.
- Углы и поверхности будущего квадратного отверстия выравнивают напильником.
-
Использование сварки. Этот метод предполагает высверливание отверстия, диаметр которого равен длине стенки квадрата. Затем мастер вставляет шаблон и заваривает углы.
-
Штамповка. Этот метод получения квадратных отверстий применяют при обработке тонких металлических заготовок. Используются пробивные и вырубные штампы.
-
Проделывание квадратных отверстий в металле при помощи пробойников. Этот метод также применяют при работе с заготовками небольшой толщины. С использованием пробойников в металле проделывают квадратные отверстия размером до 70*70 мм. В продаже имеются специальные комплекты, состоящие из пробойников, матриц, ограничителей, направляющих втулок и пуансонодержателей. Для силового воздействия используют гидравлические домкраты.
Фотография №2: лазерная резка — самая эффективная технология!
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Марки сверл для каленой стали
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Нужны ли отверстия в мангале?
Аргументы за наличие:
- без них огонь тухнет во время приготовления, требует ворошения углей, из-за чего пепел летит на мясо;
- на разгорание углей уходит много времени;
- образуемая тяга обеспечивает постоянное горение и препятствует появлению большого объема дыма;
- поддув нужен, чтобы шашлыки не были сухими;
- обдувание опахалом или просто фанеркой утомительно и затрудняет жарку шашлыка.
Аргументы против наличия:
- увеличивается огнеопасность конструкции, так как мелкие угольки или искры от них могут выпасть через прорези и спровоцировать пожар;
- при неглубоком мангале отверстия противопоказаны, так как мясо очень близко к углям и интенсивный неуправляемый жар приведет к стремительному обгоранию верхних слоев мяса;
- угли, даже очень маленькие, способствуют равномерному распределению температуры по всему периметру очага. Щели вредят, обеспечивая потерю жара;
- из-за колебаний температуры в разных участках корпуса одни шампура могут быть готовы, а другие еще нет, что неудобно при раздаче. Часть гостей может остаться в голодном ожидании, пока другие уже едят;
- чем больше отверстий, тем быстрее прогорают угли, что ведет к нерациональному использованию топлива. А без дырок экономия угля обеспечена;
- жир, стекающий на угли, создает точки резкого возгорания, благодаря непредвиденному поступлению кислорода;
- действительно вкусный шашлык любит работу рук, которая нужна при обмахивании рабочей поверхности мангала, тогда у мяса обязательно будет нужная корочка сверху и сок внутри;
- если шашлыку требуется интенсивное поступление потока воздуха для приготовления, значит, он плохо замаринован. Правильно вымоченному мясу нужен ровный жар на короткий временной период, который достижим только в цельном корпусе жаровни;
- неконтролируемое горение из-за дырок в мангале приводит к пламени, которое гасят разбрызгиванием воды, и шашлык не жарится, а варится из-за пара, что недопустимо;
- отверстия подходят только для уличных мангалов продавцов, где нужно приготовить быстро, а вкусовые качества шашлыка не так важны, все равно, купив, съедят;
- щели в мангале делают по аналогии с печкой или камином. Но мангал – это объект применения кулинарного искусства, а не источник для обогрева;
- регулируемая подача кислорода возможна только при физическом участии повара. Опахало или веер имеют огромные преимущества перед природными порывами ветра.
Опахало или веер, выполненный из пластмассы, по достоинству оценивают все, кто использовал: низкая цена, удобность применения в работе. И, конечно же, можно сделать самому. Главное, подобрать нужный материал, необходимую площадь листа и не забывать про веер в своем шашлычном арсенале.
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Способы сверловки чугунных труб
При монтаже канализации или водопровода применяют трубы из чугуна. Для создания соединений переходов и врезок необходимо изготовить отверстия. Обработку выполняют следующими способами:
- промышленным оборудованием;
- электрическими дрелями;
- при помощи приспособлений с ручным приводом.
Как просверлить чугунную трубу
На скорость обработки могут влиять технические характеристики металла. Некоторые виды сплава сверлят при больших скоростях, а также не нужно применять смазочные и охлаждающие материалы.
Различные заготовки подвергаются различным способам обработки. Для материалов с высокой прочностью применяют сверла по металлу с углом заточки режущей поверхности 116°. Если у мастера нет в наличии инструмента нужного диаметра, можно использовать набор из разных размеров. Работу начинают с малого сверла, затем увеличивают диаметр инструмента, таким образом добиваются нужного.
При обработке происходит нагрев сверла, для предотвращения дефектов инструмента необходимо применять воду для снижения температуры. Количество оборотов постепенно увеличивают, на приспособление запрещается применять повышенные усилия.
В условиях частной мастерской используются сверла с накладками из победита. При этом рекомендуется сохранять вертикальное положение и малые обороты шпинделя. В процессе обработки контролируют температуру заготовки и сверла. Не допускается изменение цвета материала в результате резких перепадов температуры.
Для промышленной обработки используют станки с высокой номинальной мощностью, а также высокими скоростями вращения. В процессе сверления на заготовку и инструмент подается смазывающие и охлаждающие жидкости. При этом сохраняется нормальная температура зоны обработки.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1…0,5 мм.
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Как просверлить отверстие в металле
Металлические изделия по сравнению с деталями из других материалов обладают повышенной твердостью и прочностью, поэтому для успешной работы с ними требуется соблюдение технологического процесса и применение качественного режущего инструмента.
Инструменты для сверлильных работ по металлу:
- Электрическая или ручная дрель;
- Спиральное сверло;
- Кернер;
- Молоток;
- Защитные очки.
Сверла по металлу подбирают, исходя из диаметров отверстий и свойств обрабатываемого материала. Как правило, они изготовляются из быстрорежущих сталей, таких как Р6М5К5, Р6М5, Р4М2. Твердосплавные сверла используют для работы с чугуном, углеродистыми и легированными закаленными сталями, нержавейкой, а также другими труднообрабатываемыми материалами.
Мощность электродрели должна быть рассчитана на то, чтобы просверлить отверстие требуемого диаметра. Производители электроинструмента указывают соответствующие технические характеристики на изделии. Например, для дрелей мощностью 500…700 Вт максимальный диаметр сверления по металлу составляет 10…13 мм.
Различают глухие, неполные, а также сквозные отверстия. Они могут применяться для соединения деталей между собой посредством болтов, шпилек, штифтов и заклепок
Если отверстие сверлится с целью нарезания резьбы, стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать
Ориентировочные данные представлены в таблице.
| Диаметр сверла | 5 | 10 | 15 | 20 |
|---|---|---|---|---|
| Разбивка отверстия | 0,08 | 0,12 | 0,20 | 0,28 |
| Результат | 5,08 | 10,12 | 15,20 | 20,28 |
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным. Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
Как правильно сверлить металл дрелью
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить
Это важно, чтобы избежать его поломки
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
| Диаметр сверла, мм | до 5 | 6…10 | 11…15 | 16…20 |
|---|---|---|---|---|
| Частота вращения, об/мин | 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева. Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.