Станок для гибки профильных труб своими руками
Содержание:
Виды вальцов
Для придания прокату требуемой формы применяются приборы с одинаковой механической частью и разными приводами.
Выбор источника энергии зависит от нескольких факторов:
- насколько большая нагрузка потребуется для сгибания металла;
- как часто будет использоваться оборудование;
- в каких условиях планируется эксплуатация трубогиба;
- собственные познания, опыт в области конструирования и работы с железом.
Кратко рассмотрим особенности каждого вида привода.
Гидравлические
Конструкции такого типа являются самыми мощными и производительными. Как правило, их используют фабрики и заводы, занимающиеся массовым производством криволинейных профилей. Гидравлика сложна для самостоятельного монтажа, но она создает усилие, достаточное для изгиба сразу нескольких труб крупного сечения.
Механические/рычажные
Ручной трубогиб привлекателен тем, что он прост в сборке, мобилен и автономен. Механическое устройство приводится в действие мускульной силой мастера.

Изделия отличаются портативностью и небольшим весом. Их легко переносить с места на место и перевозить в кузове. Усиление давления на приводное устройство достигается за счет увеличения длины рычага. Но, изгибать вручную можно только профили сечением не более 40×20 мм. Эти детали подходят для строительства крыши дома и дворовых построек. Из арочных профилей изготавливают теплицы, покрываемые сотовым поликарбонатом.
Электрические
Использование электрического двигателя для пропускания заготовок через валы не только ускоряет процесс изгибания труб, но и избавляет домашнего мастера от тяжелого физического труда. Производительность электрических устройств высока при незначительных финансовых расходах.
Недостатки профильной трубы и способы устранения
При всех плюсах профильных труб есть у них и недостаток. Производители стараются использовать материалы небольшой толщины. Поэтому при проектировании длинномерных изделий приходится закладывать более габаритные заготовки. Теряется легкость внешнего вида.
Но самодельные конструкции довольно часто выполняют из довольно тонкой исходной заготовки. Чтобы усилить профильную трубу от прогиба, в ней добавляют дополнительные ребра. В результате повышается жесткость.
Вопрос можно решить постукиванием молотком по одной из сторон, сминая грань. Можно подойти к вопросу и более рационально: изготовить приспособление, которое несколько изменит форму профиля трубы.
Замечено следующее:
- если производит прокат квадрата сверху и снизу, то можно дополнительно создать ребра усиления;
- прочность на изгиб увеличивается на 20…30 %, что позволяет применять профтрубы меньшего формата на один и даже два типоразмера.
В результате мастер экономит материал, создает более легкую и интересную конструкцию.
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.
Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Как выбрать трубогиб для профильной трубы
При покупке трубогиба для дома или мастерской нужно обратить внимание на несколько параметров. Среди них — назначение инструмента и его функционал
Принцип действия
Профильные трубогибы бывают трехваликовыми и угловыми. Первые чаще всего используют на производстве, они позволяют равномерно согнуть трубу по всей длине с максимальной точностью и аккуратностью. Инструменты второго типа помогают выполнить изгиб на конкретном участке, обычно именно их выбирают для личных целей.
Функциональность
Некоторые модели трубогибов работают только с профильными или круглыми трубами, другие оснащаются сменными сегментами и подходят для заготовок всех видов. Универсальные станки для сгибания более удобны. С их помощью можно придавать нужную форму трубам круглого и квадратного сечения, а также металлическим полосам и прутьям арматуры.
Размеры инструмента
Ручные трубогибы обычно отличаются компактностью, некоторые модели с гидравлическим приводом тоже можно считать мобильными. А вот электрическое оборудование требует установки в конкретном месте на жестком основании и обладает большими габаритами и массой. При выборе трубогиба для профильной трубы нужно заранее подумать, придется ли перевозить инструмент с места на место, и насколько удобно будет это делать.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести готовый станок для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
-
Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
-
После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. -
Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
Какие трубогибы бывают
Сгибатели для профильных и круглых труб принято делить на несколько разновидностей по принципу действия:
- Ручные, или механические. В таких конструкциях пользователь сам устанавливает нужный угол изгиба, а потом прокатывает трубу через валики для придания формы. К преимуществам трубогибов относят дешевизну и компактность.
- Гидравлические. Сравнение трубогибов показывает, что такие модели более совершенны, поскольку работают быстрее, способны изгибать стальные заготовки со стенками до 4 мм, и при этом пользоваться ими довольно легко. Принцип действия гидравлического привода такой же, как у автомобильного домкрата.
- Электрические. Модели оснащены редуктором или гидравликой, но в действие в любом случае приходят при запуске электропривода. От пользователя не требуется прикладывать каких-либо усилий для сгиба профильной трубы.
Для частных нужд выбирают чаще всего ручные и гидравлические трубогибы. Они обладают оптимальным соотношением цены и возможностей.
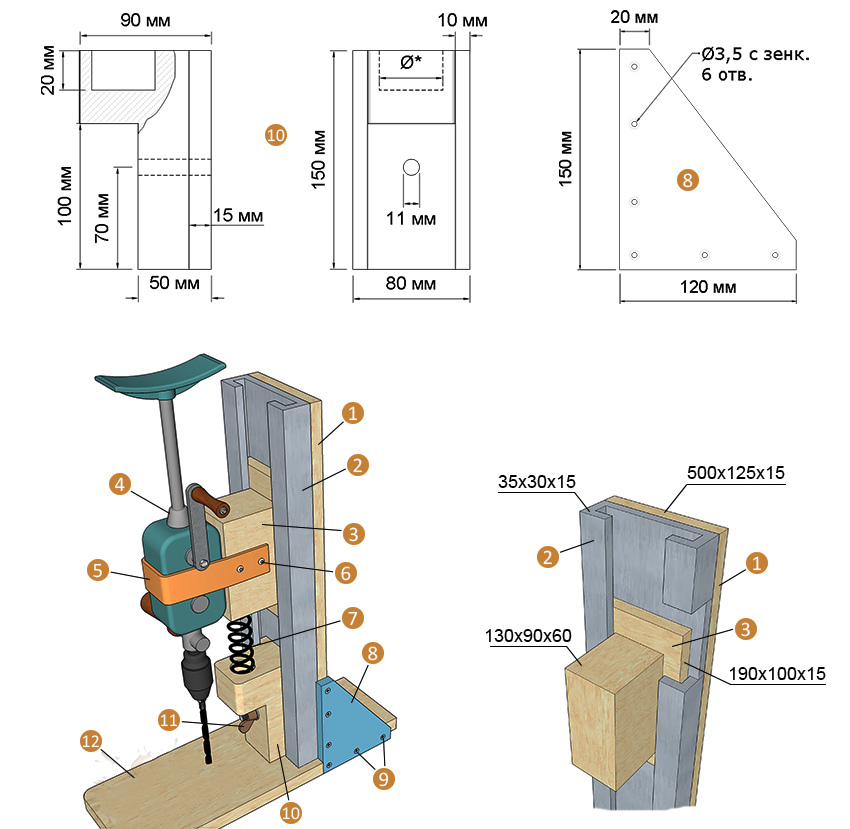
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы на подобном устройстве, вам потребуются серьезные физические усилия.

Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется , который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
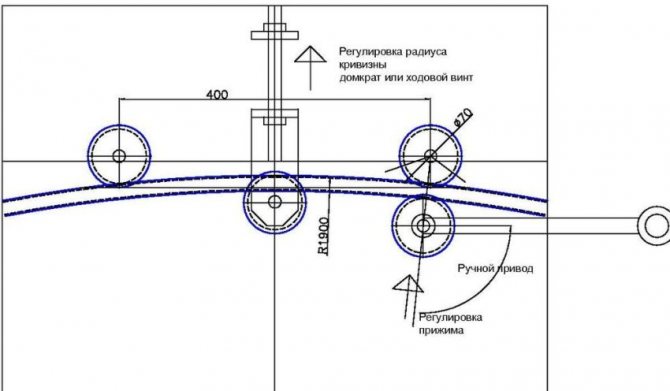
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Почему для профильной трубы?
Условимся, что сейчас мы говорим только о профильной трубе – то есть имеющей не круглый поперечный срез, а, как правило, квадратный или прямоугольный, реже – овальный. Подобный прокат чаще всего используется в качестве арматуры при строительстве разного рода сооружений, благодаря следующим его характеристикам:
- меньшему весу (а, значит, и цене) по сравнению с цельнометаллическими элементами;
- форме, позволяющей компактно складировать, перевозить и прокладывать профтрубу, особенно по плоским поверхностям;
- возможности простого и удобного монтажа;
- повышенной прочности;
- стойкости к деформациям.

Сечения профильных труб
И если вы выбрали именно профильную трубу, но хотите сделать конструкцию закругленной формы, например, теплицу, беседку, навес, арку – то прямой профиль придется гнуть специальным станком. Но поскольку условие нашего эксперимента – минимальные денежные затраты, то для работы мы возьмем самодельный трубогиб для профиля.
Рекомендации и возможные ошибки
При изготовлении инструмента своими руками пользователь руководствуется рекомендациями специалистов:
- При сборке транспортера рекомендуется внимательно выполнить установку звездочки цепной передачи, так как ее неправильная фиксация становится причиной поломки оборудования.
- Во время изготовления прижимного механизма рекомендовано строгое соблюдение всех основных размеров, которые указываются в чертежах. При наличии отклонений неневозможно гарантировать точность радиуса изгиба труб.
- После изготовления инструмента за ним рекомендуется обеспечить соответствующий уход, что положительно отобразится на длительности эксплуатации.
- В процессе использования инструмента отслеживается работоспособность всех его частей, а также ограничивается возможность негативного воздействия факторов окружающей среды.
- На состояние устройства негативно влияют осадки, поэтому рекомендовано обеспечить качественную защиту прокатных роликов от влаги. В противном случае будет появляться ржавчина, что негативно отобразится на работе оборудования.
- После работы со станком проводится его очистка от пыли, грязи и песка.
- Если трубогибный станок имеет электрический привод, то для обеспечения его высокой производительности и эффективности в работе рекомендовано регулярное обеспечение профилактики и обслуживания.
Гибка металла – это универсальная процедура, которая позволяет сгибать профтрубы под определенным узлом. При небольшом радиусе можно провести манипуляцию вручную. Если труба имеет толстую стенку и внушительный радиус, то рекомендуется пользоваться трубогибом, который можно приобрести или сделать своими руками.