Самодельные станки для изготовления шлакоблоков и других строительных материалов в домашних условиях
Содержание:
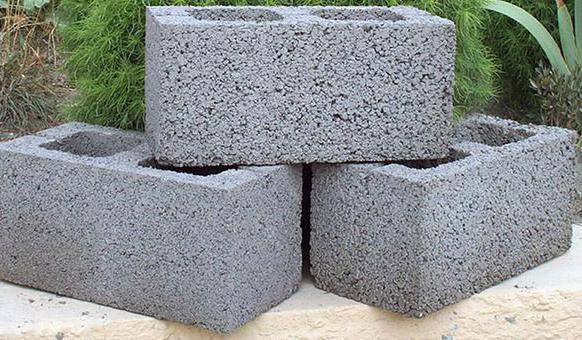
Технология изготовления керамзитобетонных блоков
Сократить временные потери и снизить трудозатраты позволит бетономешалка – стандартное оборудование в арсенале строителя. При дефиците времени проблема решается использованием вибростанка, несложную модель такого станка можно изготовить самостоятельно.
https://youtube.com/watch?v=Z7Z3LZXAxow
Для этого достаточно к форме приделать маломощный, но высокооборотистый электромотор, превращаемый при помощи эксцентрика в полноценный вибратор. Колебания матрицы заставляют смесь распределяться в форме максимально плотно и равномерно, улучшая прочностные характеристики готовых изделий. Максимальной производительностью обладают вибропрессы, изготовленные в заводских условиях: профессиональные станки оснащаются дополнительным оборудованием, позволяющим автоматизировать процесс, исключив тяжелый ручной труд. Но и стоят такие вибропрессовочные станки немало.
Расходные материалы
Кроме основных материалов для приготовления бетонной смеси, необходимо подготовить и вспомогательные.
Это добавки:
- керамзит;
- шлак;
- известь;
- гравий;
- добавки, которые изменяют характеристики готового бетонного блока.
К ним относят:
- пластифицирующие;
- воздухововлекающие;
- уплотняющие;
- противоморозные;
- ингибирующие коррозию;
- ускорители отвердения.
Если в бетонной смеси присутствует небольшое количество воды, то она превращается в густую массу, из которой нельзя залить полноценный бетонный блок для строительства. Чтобы избежать загустения используют пластификаторы. Они улучшают пластичность бетона и способствуют нормальному распределению смеси в форме. Пластификаторы должны быть растворимыми.
Воздухововлекающие добавки позволяют получить пористую структуру – использовать их или нет решает сам человек, который занимается изготовлением бетонного блока. Есть требование: процент такой добавки должен быть минимальным.
Уплотняющие добавки увеличивают долговечность бетонного блока. Они заполняют пространство между зернами цемента, а также уменьшают поры: их также необходимо добавлять в небольшом количестве.
Ускорители отвердения позволяют бетону быстрее застыть, особенно, если изготовление происходит при неподходящем температурном режиме. Если в процессе производства используется арматура, то необходимо обязательно добавить ингибиторы коррозии, чтобы предотвратить разрушение металлических волокон.
Что такое Draw
Если коротко и просто, с помощью Draw можно рисовать схемы и чертежи, в которых элементы соединены между собой и их можно интерактивно перемещать. В результате уже в готовой схеме можно переместить элементы и не нужно заботится о соединительных линиях — они переместятся автоматически.
Ещё в Draw можно редактировать PDF файлы (и любые графические файлы).
Если говорить чуть более сложно, то Draw — это программа для векторной графики.
А привычное нам растровое изображение, конечно же, при увеличении станет нечётким.
Эта инструкция поможет вам освоить первые шаги по использованию LibreOffice Draw. Несмотря на её простоту, вы узнаете много полезных приёмов и сможете строить отличные блок-схемы, в которых элементы можно перемещать не заботясь о соединительных линиях между ними.
Оборудование для производства
Для изготовления используется разнообразное оборудование. В продаже имеются мобильные и стационарные вибростанки. Первые бывают разборными. Поэтому их можно легко транспортировать без дополнительных затрат. Кроме того, для работы с мобильным станком не требуется специально оборудованное помещение. Такие вибростанки для производства строительных блоков, цена которых также вполне доступна, удобно использовать для самостоятельного производства в частном домостроении.
Оборудование для изготовления бетонных блоков классифицируется по:
- типу блоков, которые могут изготавливаться на станке (полнотелые или пустотные);
- количеству блоков, производимых за рабочий цикл;
- способу управления.
 Пустотелые станки по сравнению с полнотелыми, имеют специальные элементы, для образования полостей в блоках. Эти элементы могут быть прямоугольными или круглыми. Пустотелый вибростанок для производства блоков, цена которого окупается за довольно короткий срок, имеет небольшой вес и расходует меньше бетонной смеси, чем оборудование для изготовления полнотелых блоков. Пустотелые блоки отличаются высокой прочностью, хорошими звуко- и теплоизоляционными свойствами. Их применяют для кладки наружных и внутренних стен, фундаментов.
Пустотелые станки по сравнению с полнотелыми, имеют специальные элементы, для образования полостей в блоках. Эти элементы могут быть прямоугольными или круглыми. Пустотелый вибростанок для производства блоков, цена которого окупается за довольно короткий срок, имеет небольшой вес и расходует меньше бетонной смеси, чем оборудование для изготовления полнотелых блоков. Пустотелые блоки отличаются высокой прочностью, хорошими звуко- и теплоизоляционными свойствами. Их применяют для кладки наружных и внутренних стен, фундаментов.
На механических станках за один рабочий цикл можно изготавливать от 1 до 4 блоков. Но чем мощнее станок, тем дороже он стоит. Для домашнего строительства вполне подойдет оборудование с двух матричной формой. Такой станок для производства керамзитобетонных блоков, цена которого примерно 6 — 9 тысяч рублей, позволит получать нужное количество строительного материала и без дополнительных затрат.
Вибростанки могут быть с ножным или ручным управлением. Прессы с ножным управлением применяются для производства больших объемов блоков. Такой вибростанок для производства блоков купить рекомендуется при возведении многоэтажных зданий. Чтобы управлять подобным станком требуются определенные навыки.
Для определения необходимого типа и вида станка следует просчитать реальную потребность в блоках
Пескоблоки изготовленные методом объемного вибропрессования
Это универсальный вариант, равноценно применяемый в многоэтажном строительстве и частном секторе. При изготовлении строительного материала используется цементно-песчаная смесь с включением в состав добавок. Изделия подвергаются прессованию в специальных формах, высушиваются инфракрасным излучением.
Для достижения оптимальной прочности, блоки хранятся при комнатной температуре в хорошо проветриваемых помещениях.
| Достоинства | Недостатки |
|
|
Для стен из пеноблоков затраты на утепление будут значительно ниже, чем для бетонных или кирпичных конструкций.
Самостоятельное производство шлакобетонных блоков – рецептура
Станок для изготовления шлакоблоков своими руками
Для изготовления шлакоблоков на самостоятельно изготовленном оборудовании необходимо подготовить следующие материалы:
- портландцемент с маркировкой М400 и выше;
- отсев или мелкий щебень;
- шлак или золу от сгорания угля;
- просеянный песок;
- воду.
Используются следующие рецептуры шлакобетонного состава:
- перемешайте портландцемент со шлаком в пропорции 1,5:8. Постепенно разводите смесь водой, количество которой не должно превышать половину объема цемента;
- смешайте щебеночный отсев, цемент и угольную золу в пропорции 4:1:4. Добавляйте воду в бетоносмеситель до пластичного состояния раствора.
Возможны рецептуры, предусматривающие использование гранулированных шлаков, пластификаторов, кварцевого песка и кирпичного боя.
Портландцемент с маркировкой М400
Сравнение изделий самостоятельного и заводского выпуска
При производстве газобетонных блоков своими руками они затвердевают гидратационно, а на производстве – автоклавно. Эти материалы отличаются между собой по техническим и физическим параметрам. На производстве изготавливаются блоки стационарным и конвейерным способом. При использовании второго варианта снижается необходимость в участии человека к минимуму. В домашнем производстве материала человек принимает постоянное и непосредственное участие.
По сравнению с автоклавным газобетоном домашние блоки являются менее прочными. Также заводской материал имеет лучшие показатели морозостойкости, хрупкости, теплопроводности.
Как выбрать?
Чтобы понять, какой материал лучше, следует провести сравнение пеноблока и газоблока по нескольким параметрам:
- Структура. Пеноблоки имеют большие и закрытые ячейки со слабым водопоглощением. Их поверхность серого цвета. Газосиликатные блоки имеют более маленькие поры. Они имеют более слабую теплоизоляцию и им требуется дополнительная отделка.
- Прочностные характеристики. Газобетонные блоки являются менее плотными (200-600 кг/куб), нежели пенобетонные (300-1600 кг/куб). Несмотря на это, пенобетон уступает газобетону, так как его структура является неоднородной.
- Морозостойкость. Автоклавные газобетонные блоки являются более морозостойкими и паропроницаемыми, нежели другие аналогичные материалы.
- Особенности применения. Ячеистый пенобетон применяется в малоэтажном строительстве. Также его используют при возведении монолитных зданий (тут его применяют как дополнительный утепляющий слой). Газобетонные же материалы используют в качестве основных конструкционных и теплоизоляционных материалов. Из них строят дома самой разной сложности.
Производство. Нарваться на низкокачественный пенобетон гораздо проще, нежели на плохой газобетон. Это обусловлено тем, что первый часто изготавливают в кустарных условиях, а процесс создания газобетонных материалов является более высокотехнологичным и чаще осуществляется в заводских условиях.
Стоимость. Цена – это самая явная разница между пеноблоками и газоблоками. Последние обойдутся дороже, поскольку пенобетонные блоки изготавливаются из дешевого сырья.
Звукоизоляция. Пенобетонные блоки обладают более качественными звукоизоляционными характеристиками, нежели газобетонные варианты.
Срок службы. Пенобетон в среднем служит не больше 35 лет, а газобетон – более 60 лет
Это еще одно важное отличие, которое нужно учитывать, выбирая подходящий материал.
Усадка. Степень усадки пеноблоков больше, чем данный параметр газосиликатных материалов
Он составляет 2,4 (а газобетонные – 0,6).
Отличить газобетон от пенобетона не так трудно
Достаточно обратить внимание на их поверхности. Пеноблоки гладкие, а газоблоки – слегка шероховатые
Сказать с уверенностью, какой строительный материал лучше, уже сложнее, поскольку и тот, и другой имеют свои плюсы и минусы. Однако нужно учесть мнение специалистов, которые утверждают, что все-таки газоблоки прочнее, а их морозостойкие характеристики лучше. Что касается пеноблоков, то они теплее и дешевле.
Нельзя забывать и о том, что низкокачественный пенобетон встречается чаще, нежели второсортный газобетон, о чем свидетельствуют отзывы многих потребителей. Как бы то ни было, выбор остается за покупателем
Важно заранее решить для себя, какие именно качества вы ищете в этих строительных материалах, прежде чем отправиться за их покупкой
Сравнение газоблока с пеноблоком — в следующем видео.
Регистрация#
Создадим класс BlocksRegister.
- — данный метод будет регистрировать наш блок
- — данный метод будет регистрировать модель для нашего блока
Возможно вы заметили, что в методе появился ещё один регистратор в виде предмета. Начиная с 1.9 версии Minecraft, блоки регистрируются в два этапа. Первый этап это сам блок, который ставится и блок в виде предмета.
Нам нужно добавить в CommonProxy, в метод preInit такую строку кода .
Теперь можете запустить Minecraft нажав на кнопку и посмотреть свой блок в живую. Чтобы получить блок пропишите .
Вместо у Вас должен быть вашего мода! Вместо у Вас должно быть регистрируемое имя вашего блока.
Процесс изготовления блоков
Для их изготовления имеется специальное оборудование: станки для производства строительных блоков. Они рассчитаны на одну, две, три и более блокформ. Такой станок представляет собой вибростол и, собственно, сами блокформы — емкости для формования блоков. Стандартный размер изделия — 190x190x390 см. Блокформа имеет множество съемных перегородок, которые позволяют производить разные размеры бетонных изделий в пределах установленных. Также она оборудуется приспособлением для изготовления пустотного блока. Эта деталь представляет собой два (или три) соединенных отрезком стального прута цилиндра, которые вставляются в блокформу перед заливкой в нее бетона. Эти цилиндры после затвердевания камня изымаются, и, таким образом получаются пустоты в готовом блоке. Этот способ позволяет значительно сэкономить на цементном растворе.
Процесс изготовления блока на этом оборудовании довольно прост. В бетоносмесителе изготавливается раствор с выбранным или доступным наполнителем. Блокформа смазывается отработанным машинным маслом для облегчения процесса выемки готового изделия. Далее в нее заливается цементный состав.
Включаем вибростол и в течение 1,5-2 минут происходит процесс формования изделий. Посредством вибрации из бетона изгоняются пузырьки воздуха, состав уплотняется, выходит лишняя жидкость. После формования поверхность блока разравнивается шпателем.
Затем блокформу переносят в место сушки изделий. Им может служить как пропарочная камера, так и обыкновенный участок земли с навесом над ним. Поверхность, на которую выкладываются для сушки блоки, должна быть ровной и горизонтально выдержанной. Благодаря особому устройству блокформы, выемка изделия не составляет труда. Из-под формы вытягивается лист железа, который является ее нижним основанием, а сами боковые стенки поднимаются вверх. Готовый блок остается в месте просушки в течение нескольких дней. Затем он переносится в место складирования.
29.07.2013 в 16:07
Приготовление раствора
Раствор приготавливают из песка, цемента, воды и заполнителя, в качестве которого применяются различные материалы, как написано выше. Для проверки консистенции раствора на текучесть небольшое количество бросают на землю. Качественная смесь не растекается водянистыми потоками, при сжимании в кулаке она слипается в комок.
Производство шлакоблоков предполагает тщательную очистку шлака от постороннего мусора, не допускается попадание в раствор щепок, несгоревших частей угля. Иногда в раствор добавляется гипс. В этом случае смешивают три части шлака и одну — гипса, одновременно вводится вода. Этот раствор быстро используется, так как гипс затвердевает за минуты. Предварительно шлак перед замесом промачивают водой. Для улучшения качества изделий на выходе в раствор добавляют современные добавки-пластификаторы. Их действие увеличивает морозостойкость, водонепроницаемость и механическую прочность блоков.
В зависимости от назначения изготавливают два вида бетонных блоков – полнотелые и пустотелые. Первые применяют для строительства прочных конструкций, несущих стен, фундаментов. Второй вид блоков используется в качестве материала перегородок, он хорошо изолирует ограждающие конструкции от холода и посторонних звуков.
Внесем-ка ярких красок в обыденную жизнь html
Для того чтобы блочные объекты выглядели интересно и привлекательно, нам в обязательном порядке стоит подключить каскадную таблицу стилей.
Для этого в контейнере head после тега <title> необходимо добавить строку:
Сам по себе элемент <link> располагается только внутри тега <head> и устанавливает связь с внешними файлами, отвечающими за стили.
Настало время задать цветное оформление и расположение блокам.
Первый блок я решил оформить в красных цветах с жирными границами и сделать его полупрозрачным.
Второй же блок – полностью видимый, желтого цвета с тонкими границами и с закругленными углами. Замечу, что блоки не являются фиксированными и текст в них выравнивается по ширине, а не располагается по центру. За все видоизменения отвечает ниже представленный css-код.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 |
.element1 {
opacity: 0.7;
background: #edab92;
float: left;
width: 310px;
border: 4px solid red;
padding: 6px;
padding-right: 15px;
}
.element2 {
width: 310px;
float: left;
background: #fc0;
border: solid 1px grey;
position: relative;
padding: 6px;
left: -65px;
top: 55px;
border-radius: 10px;
}
|
Думаю, вы догадались, что в случае несовпадения, внешний документ с описанием стилей не будет найден, вследствие чего изменения не вступят в силу.
Теперь давайте разберем строки css-кода. Для наглядности я структурировал все в таблицу с двумя колонками.
| Свойство | Значение |
| opacity | Отвечает за прозрачность объекта. При opacity равному 0 элементы становятся полностью прозрачными, при 1 – полностью видимыми. |
| width | Отвечает за ширину блочных элементов. |
| background | Задает характеристические параметры фона, который в свою очередь может задаваться как цветом, так и картинкой. |
| border | Позволяет установить толщину, цвет и стиль границ вокруг объекта. |
| float | Задает выравнивание элемента. Остальные объекты по умолчанию обтекают данный. Можно задать значения: left, right, none (не задает обтекание элементов) или inherit (повторяет значение родительского объекта). |
| border-radius | Способствует округлению углов блока. Можно указывать как одинаковый радиус для всех углов, так и уникальный для каждого. |
| top | Определяет расстояния между верхними границами родительского элемента и дочернего. |
| left | Определяет расстояния между левыми границами родительского и дочернего элементов. |
Обратите внимание на строку в коде примера position: relative в element2. Так как этому атрибуту, определяющему позиционирование объекта, задано значение relative, то расположение самого объекта будет меняться не от координат верхнего края браузера, а от координат верхней границы первого блока element1
Вот почему при задании top = 55px и left = -65px второй блочный элемент сдвинулся вниз на 55 пикселей и вправо на 65 пикселей от границ первого блока.
Кстати, особо внимательные могли заметить, что left = -65px и right = 65px – это одно и то же.
Как сделать вибростанок?
Изготовить шлаковые блоки в домашних условиях получится при помощи специального вибростанка, который также можно сделать своими руками. Основной составляющей такого приспособления является сама виброформа для раствора. Такой станок являет собой короб из стали, в котором фиксируются детали с пустотами (или без них). Сама матрица уже является станком. Его разрешено применять, осуществляя некоторые этапы ручным способом.
Чтобы самому сделать вибростанок, нужно закупиться:
- сварочным аппаратом;
- болгаркой;
- тисками;
- инструментом для проведения слесарных работ.



Что касается материалов, то потребуются:
- лист стали 3 мм – 1 кв. м;
- трубы диаметром 75-90 мм – 1 м;
- 3 мм стальная полоска – 0.3 м;
- электрический мотор мощностью 500-750 Вт;
- гайки и болты.


Рассмотрим порядок проведения работ по изготовлению самодельного вибростанка.
- Измерьте стандартный шлаковый блок либо зафиксируйте конкретные, нужные вам параметры.
- Вырежьте из листа металла боковые детали станка. Исходя из количества шлакоблоков, предусмотрите необходимое число перегородок. В результате формируется короб с 2 (или более) одинаковыми отсеками.
- Донная стенка толщиной не меньше 30 мм должна иметь пустоты. Исходя из данного параметра, определяем высоту цилиндра, ограничивающего пустоты.
- Нарезаем 6 отдельных кусков трубы длиной, соответствующей высоте цилиндра.


- Чтобы цилиндры приобрели конусообразное строение, допустимо срезать их вдоль до средней части, обжать при помощи тисков, а затем соединить путем сварки. При этом диаметр элементов уменьшится примерно на 2-3 мм.
- Цилиндры нужно заварить с двух сторон.
- Далее эти детали следует соединить друг с другом в виде одного ряда, следующего по длинной стороне будущего шлакоблока. Они должны повторять место расположения пустот на заводском элементе. На краях необходимо прикрепить по пластине размером 30 мм с отверстиями для крепежа к проушинам.
- В центре каждого отсека матрицы следует изготовить пропил и приварить проушину. Это необходимо для обеспечения установки временного крепежа ограничителей пустот.
- На внешней поперечной стенке наваривают 4 болта под крепежные дырки мотора.

- Далее приваривают фартук и лопасти по краям в местах, где осуществляется загрузка.
- После этого можно переходить к подготовке всех элементов к покраске.
- Сделать пресс, повторяющий форму механизма, можно при помощи пластины с отверстиями, диаметр которых больше самих цилиндров на 3-5 мм. Пластинка должна беспроблемно входить на глубину 50-70 мм в короб, где стоят ограничительные детали.
- К прессу надо приварить рукоятки.
- Теперь оборудование допустимо покрасить и зафиксировать вибромотор.
Теплоблок — многослойный элемент стены с облицовочным слоем
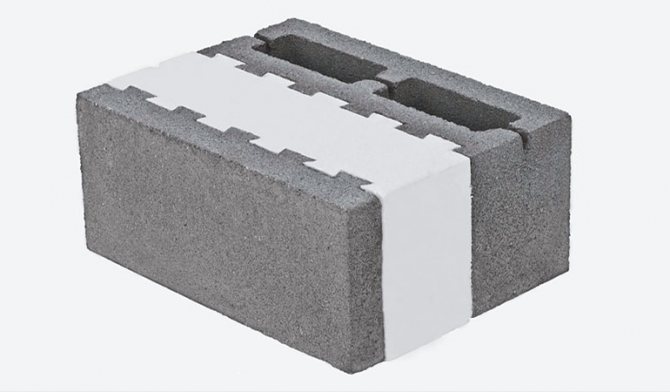
Это композитный материал, имеющий трёхслойное строение.
Первый слой называется фасадным и является имитацией натурального камня. Второй – изоляционный, состоит из пенополистирола высокой плотности. Третий – опорный, выполняется из керамзитобетона.
Теплоблоки появились на строительном рынке сравнительно недавно, но уже успели завоевать популярность среди профессиональных строителей.
| Плюсы | Минусы |
|
|
Качественные теплоблоки обладают абсолютно правильной геометрией, поэтому допускается финишная отделка без дополнительного выравнивания стен. При монтаже блоков образуются сквозные стыки, которые нуждаются в качественном заделывании.
Читайте подробнее про теплоблок в отдельной статье.
Как сделать правильный выбор?
Итак, решение принято – стены запланированного сооружения будут из газобетона, определяем что выгоднее:
- Подсчитываем общую стоимость материала и делаем закупку.
- Принимаем взвешенное решение, чтобы приобрести все необходимое и наладить производство газобетона своими руками.
5 / 5 ( 1 голос )
Филонцев Виктор Николаевич
На сайте: Автор и редактор статей на сайте pobetony.ru Образование и опыт работы: Высшее техническое образование. Опыт работы на различных производствах и стройках – 12 лет, из них 8 лет – за рубежом. Другие умения и навыки: Имеет 4-ю группу допуска по электробезопасности. Выполнение расчетов с использованием больших массивов данных. Текущая занятость: Последние 4 года выступает в роли независимого консультанта в ряде строительных компаний.
Особенности блочных элементов
Все блочные элементы состоят из 4 свойств, которые на подобие рамок окружают содержимое объекта.
Главным в блоке выступает контент.
Вокруг него расположены поля, которые называются padding. Поля отвечают за расстояние между контентом объекта и его внутренним краем границ.
После идут сами границы, которые именуются английским словом border.
И, наконец, последней рамкой вокруг всего перечисленного выступает margin –отступы от внешнего края border-а до границ страницы или других элементов. Стоит отметить, что задавать эти свойства не обязательно.
В качестве примера запрограммируем 2 html блока и заполним созданные элементы текстом.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
<!DOCTYPE html>
<html lang="en" xmlns="http://www.w3.org/1999/xhtml">
<head>
<meta charset="utf-8" />
<title>Заголовок</title>
</head>
<body>
<div class="element1">
В этом блочном элементе разместим текст первого объекта.
</div>
<div class="element2">
А вот в этом блочном элементе разместим текст второго объекта.
</div>
</body>
</html>
|
На данный момент в браузере этот код отобразится как обычные два предложения. Для оформления дизайна блоков необходимо подключить таблицу стилей и языком css задать определенные свойства.
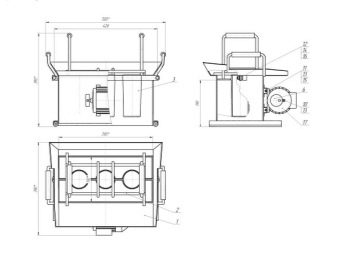
Особенности изготовления формы для станка и его вибрационного механизма
Основным элементом любого самодельного станка для изготовления строительного блока является его форма. Она служит шаблоном для всех шлакоблоков, которые будут изготавливаться на станке
Особое внимание должно уделяться ее размеру. Оптимальный вариант размера формы — 40*20*20, который совпадает со стандартными габаритами стройблока
В основе формы должен быть листовой материал толщиной порядка 3 мм. Любые швы, которые появляются при сварке, рекомендуется делать с внешней стороны. Из-за них может в дальнейшем изменяться размер изготавливаемых шлакоблоков.
Любая форма должна подразумевать наличие в ней вставок в виде цилиндров. За счет этого внутри них будут возникать пустоты, требуемые с учетом технологии. Достаточно использования трех цилиндров, имеющих диаметр 8 см. Самодельный станок для изготовления блоков может включать в себя цилиндры, изготовленные из обрезков металлических труб.
Во избежание прилипания бетонного раствора к стенкам формы для производства блоков необходимо каждый раз смазывать ее и используемые отрезки труб маслом.
Польза механизма в том, что благодаря нему воздух будет активно выделяться из бетонной смеси, и она равномерно разместится по всей форме. Это позволит изготавливать более плотные по структуре блоки.
С функцией вибрационного механизма справляется электродвигатель. Для этого берется планка со смещенным центром тяжести и присоединяется к валу. Регулировка механизма осуществляется вручную, так как при сильной вибрации произойдет разбрызгивание бетонной смеси, а при низкой вибрации блоки будут иметь плохое качество.
В качестве механизма можно использовать обычный электродвигатель от стиральной машины. Достаточным показателем мощности будут 145-150 Вт.
Для защиты изделия от толчков потребуется наложение на него силиконового или резинового слоя.
Изготовление форм
Чтобы сделать блоки самому, можно использовать как общую опалубку, так и несколько отдельных форм. Матрицы собираются из двух боковых частей в форме буквы «Г» и поддона (низа) изделия. Изготовить их можно из обычной 20-миллиметровой доски, металлического листа или пластика. Стандартный блок имеет размер 39х19х19.
Деревянные формы лучше скрепить металлическими уголками и обшить изнутри тонкостенным металлом. Иначе они будут впитывать влагу из раствора, что может отразиться на прочности будущих изделий. Если металла нет под рукой, можно промазать боковые стенки и днище емкости машинным маслом. Оно также защитит матрицу от влаги.
Пустоты в блоках предусматривают не только с целью экономии раствора, но и для создания воздушных прослоек в стенах для повышения теплопроводности. Для создания пустотелых изделий, внутри форм необходимо установить по три круглых или прямоугольных цилиндра. Чтобы они не смещались, их соединяют между собой, а затем прикручивают саморезами к боковым частям формы.
Для получения пустот при изготовлении небольшого количества блоков можно воспользоваться даже обычными пластиковыми бутылками. В таких случаях для утяжеления их лучше заполнить водой. Вставлять их в форму необходимо уже после заполнения ее раствором на 2/3.
Итак, наши формы готовы. Осталось лишь приготовить керамзитобетон.