Все о пайке пластика феном
Содержание:
Обработка площади вокруг трещины в днище ведра
Перед тем, как приступить к пайке пластика требуется тщательно очистить поверхность и обезжирить её, чем я и занялся. Ведро было довольно старым, к тому же, раньше в нём была какая-то шпатлёвка, которую перемешивали миксером, в результате чего на поверхности образовались царапины. Забившаяся в них грязь никак не хотела отмываться, поэтому пришлось поработать ещё и наждачной бумагой. При этом поверхность нужно было очистить и обезжирить с обеих сторон, ведь пайка только наружной или лишь внутренней части ничего не даст. При первом же наполнении водой, ведро лопнет, деформировавшись намного сильнее, нежели было до начала ремонта.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Труба после ремонта: особенности эксплуатации
После того, как полипропиленовая труба будет отремонтирована, следует обращать внимание на некоторые особенности её эксплуатации. Ни в коем случае нельзя допускать механических воздействий на место пайки
За самим отремонтированным пробоем нужно постоянно следить, не начнёт ли он мокнуть. Это не всегда можно заметить невооружённым взглядом, однако определить место даже самой минимальной протечки поможет обычная туалетная бумага, прислонённая к трубе. На ней моментально станут видны пятна влаги.
Хочу напомнить, что подобная мера является лишь временной. При первом удобном случае необходимо поменять повреждённый участок трубы. Такую работу можно выполнить самостоятельно, если есть возможность взять на «прокат» у знакомых утюжок, которым и производится пайка. Алгоритм производства работ, кстати, я видел на страницах этого журнала. При этом, описано всё было достаточно грамотно, насколько мне показалось. По крайней мере, я выполнял пайку в своей квартире, руководствуясь именно этой инструкцией.
 Вот так будет выглядеть отремонтированная труба после пайки
Вот так будет выглядеть отремонтированная труба после пайки
Преимущества ремонта методом сварки
Это быстро: ремонт одного шва (разрыва бампера) занимает не более 15-20 минут.
Это качественно: ремонтная зона после метода сварки выдерживает колоссальные нагрузки (кручение, удар, излом). В месте ремонта изделие уже практически не сломать. Тогда как обычный ремонт делает зону ремонта более объёмной и с «бутербродом» из ремонтных материалов, что, в свою очередь, уменьшает стойкость ремонтной зоны к возможным новым повреждениям. Первое, что страдает при ударе, — это ремонтная зона. При пайке бампера края разрыва пластика свариваются намертво.
Это выгодно:
- Практически минимизируется количество шпатлёвки, и ремонтная зона уменьшается в несколько раз по сравнению с другими методами ремонта пластиковых бамперов.
- Пайка бампера помогает вернуть облик пластиковым деталям, которые невозможно восстановить, используя стандартные методы ремонта.
Плюсы и минусы
Плоские электроды имеют существенный ряд преимуществ и небольшое количество недостатков. К последнему можно отнести лишь то, что необходим контроль над сварочным электродом для сварки пластика, чтобы он не перегревался и мог долго держать крепление.
К основным же достоинствам можно отнести следующие аспекты:
- Электроды не ограничены во времени, то есть, у них нет срока годности.
-
Они имеют высокую прочность из-за особой структуры данных деталей.
Это можно увидеть при повторном повреждении бампера, трещина возникает не на месте шва, а рядом на пластмассе, которая не подлежит ремонту. -
Детали удобны в эксплуатации.
Они являются однокомпонентными. Для работы с ними требуется лишь очистить поверхность и нагреть до необходимой температуры плавления плоский электрод. -
Данные запчасти также обладают хорошей эластичностью.
Благодаря этому свойству деталь можно прикладывать в места, куда достаточно трудно добраться, делать первоначальные хитрые крепления появившихся трещин. - При использовании плоских планок качество ремонта будет высоким, а сам результат сохранится на долгое время без каких-либо дополнительных условий по уходу.
-
В особых ситуациях можно восстановить не хватающие части пластика при помощи плоских планок.
Это производится накладыванием одного слоя поверх другого, образовывая необходимую для восстановления форму. -
В составе рассматриваемых деталей отсутствуют вредные вещества, которые могут навредить здоровью.
Однако не стоит пренебрегать советом по поводу своевременного проветривания помещения. -
Стоимость любого вида планок минимальная.
Это дает возможность специалисту сэкономить внушительную сумму, что позволяет потратиться на более дорогостоящие детали. При оптовой покупке деталей действует скидка. У каждого специализирующегося магазина она может быть индивидуальной. -
Плоский электрод покрывает большую часть поверхности возле той части, где необходимо сварить шов.
Благодаря этой особенности нагрузки со сломавшегося места равномерно распределяются на нетронутые части. Это также дает дополнительную прочность креплению. - Если соблюдать правильную технологию сварочного процесса и эксплуатации рассматриваемых планок, то, при достаточном опыте и умении специалиста, можно значительно расширить возможности, позволяя сохранить исходную прочность материала.
- Также присутствует соотношение коэффициентов температурного расширения материала между планкой и ремонтированной деталью.
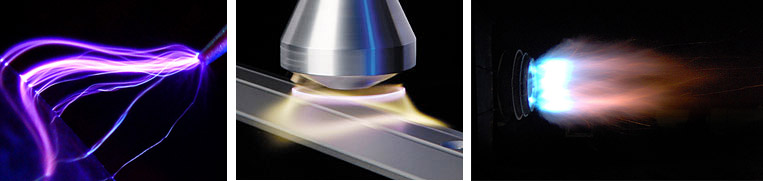
Способы горячей сварки и необходимое оборудование
Для соединения пластиковых элементов путем нагрева используются следующие инструменты:
- ручные агрегаты, выдающие струю горячего воздуха;
- экструдеры;
- устройства для соединения листовых полимеров;
- автоматические сварочные агрегаты.
Феном для сварки пластика соединяют любые термопласты.
Ручной фен или пистолет
Совместно с подобным оборудованием применяют расходный материал — пруток, который укладывают между соединяемыми элементами. После этого шов нагревают строительным феном. Устройство напоминает бытовое приспособление, используемое для сушки и укладки волос. Температура и мощность промышленного фена выше. Благодаря этому кромки свариваемых элементов расплавляются, образуется однородная масса. Затвердевая, она скрепляет детали.
Температура воздушной струи регулируется автоматически или вручную. В комплект входят насадки, помогающие соединять пластиковые элементы встык или внахлест. Конфигурация сопла выбирается в зависимости от типа пластика, толщины деталей, опыта работы сварщика.
Экструдер
Прибор похож на пистолет, на конце которого установлена насадка для фиксации присадочного прутка или трубки.
Экструдер — это машина для непрерывной переработки полимерного сырья.
Принцип действия основывается на:
- нагревании расходного материала до полужидкой консистенции;
- выведении массы в место соединения деталей;
- затвердевании расплава с последующим формированием шва.
С помощью экструдера можно сваривать элементы любой толщины за один проход. Производительность устройства выше, чем у фена. Главный недостаток — невозможность сварки изделий из разных типов пластика. Это объясняется разницей в температурах плавления. Перед началом работы края деталей очищают от следов грязи и жира, способных ухудшить качество шва.
Контактная сварка
Оборудование выдает кратковременные тепловые импульсы, применяемые в сочетании с давлением. Устройства используются на производственных площадках, где выпускают сваренные полимерные листы.
Как паять пластиковые трубы
Ассортимент строительных продуктов с каждым годом растет. На рынке появляются современные материалы, которые облегчают ступени строительства, и повышают производительность рабочих.
Потребители стремятся использовать при планировке внутренних систем в домах трубопроводы с большим сроком эксплуатации.
Подходящей альтернативой, отвечающим потребительским запросам, стали ветки внутренних коммуникаций из пластика. Как паять пластиковые трубы?
Ещё одним преимуществом таких технологий считается появление возможности самостоятельно провести ремонт или замену сетей водоснабжения и отопления. Как паять пластиковые трубы для водопровода?
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.
Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность. Температурные режимы для спайки описываются в инструкциях к инструменту
На современных изделиях установлен автоматический режим нагрева в зависимости от размера монтируемой сети и глубины сварки. На предыдущих марках силу нагрева подбирали вручную
Температурные режимы для спайки описываются в инструкциях к инструменту. На современных изделиях установлен автоматический режим нагрева в зависимости от размера монтируемой сети и глубины сварки. На предыдущих марках силу нагрева подбирали вручную.
При какой температуре паять пластиковые трубы? При спайке полиэтиленовых стояков устанавливаем температурный регулятор в районе 220 ° С, для полипропиленовых – 260 °С. На механизме нагрева имеется индикатор, который показывает готовность прибора к использованию. Индикатор горит только в режиме нагрева.
Если требуется провести монтаж водоподачи одного размера, то не следует переплачивать за количество насадок и наличие температурного механизма.
Если планируется большой объем производства длительного характера с применением сетей различных размеров по окружности, то приобретаем универсальный прибор для соединения с последними техническими возможностями и характеристиками.
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
Монтаж теплоснабжения обладает рядом сложностей. Устройство отопительных моделей может проводиться в помещениях с низкими температурами, что усложняет процесс пайки.
Для теплоподачи разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления.
Применение пластика в строительстве позволило увеличить производительность, и уменьшить затраты на необходимый материал.
Трубы для отопления армируются стекловолокном, что делает этот материал прочным и долговечным.
Паять пластиковые трубы своими руками несложно. Процесс пайки не требует наличие профессиональных навыков или опыта. Смонтировать сети жизнеобеспечения в собственном доме может каждый.
Обязательный состав требуемого инструмента включает в себя только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез – острым ножом.
Трубопровод из полиэтиленовых конструкций и ПВХ – надежная, долговечная и экологически чистая система для подачи воды и отопления.
Поделитесь ей с друзьями и они обязательно поделятся чем-то интересным и полезным с Вами! Это очень легко и быстро, просто нажмите кнопку сервиса, которым чаще всего пользуетесь:
Газовая сварка
Такой вариант относится к термическим методам соединения пластмассовых изделий.
Как подобрать газ для горячей сварки
В качестве источника тепла нередко используют кислород или аргон. Однако самым экономичным газом считают воздух, не оказывающий отрицательного воздействия на пластик.
В качестве газов для сварки применяют кислород, водород или аргон.
Ультразвуковой метод
Универсальный способ термосварки подразумевает локальный нагрев места соединения до температуры, близкой к параметру плавления. Дозированное тепловое воздействие не способствует перегреву и деформации материала, иногда наблюдающемуся при использовании других методов. Оборудование работает с частотой 17-45 кГц.
Высокочастотная сварка
Экономичный метод применяют во многих отраслях промышленности. Сварка ведется с использованием 2 металлических электродов, между которыми циркулирует ток частотой 30-75 МГц. Высокочастотное электрическое поле нагревает края деталей до необходимой температуры. После сопоставления кромки охлаждают естественным путем. Метод подходит для соединения элементов толщиной 0,5-2 мм. При этом используют 2 способа сварки: внахлест или встык.
Высокочастотная сварка — это способ сварки давлением, при котором кромки деталей нагреваются током.
Фрикционный способ
Сильное трение способствует выделению тепловой энергии, частично расплавляющей края деталей. Сжатие под большим давлением приводит к формированию однородного прочного шва. Главное преимущество фрикционного метода — высокая производительность. Недостатком считают возможность применения только для сварки жестких разновидностей термопластика.
Использование лазера
Из-за высокой стоимости данная технология редко применяется в бытовых условиях.
В промышленности лазерный метод используется при:
сборке автомобилей на автоматизированных линиях;
производстве электронных приборов, при котором требуется осторожное обращение с мелкими пластиковыми деталями;
изготовлении медицинских инструментов и аппаратов, где необходимо создание стерильных условий;
упаковке продуктов мясной и молочной промышленности.
Лазерный метод помогает сваривать конструкции сложной конфигурации. Другие методы в этом случае оказываются малоэффективными.
Растворение поверхности
Простая технология основывается на химическом расплавлении кромок с последующей фиксацией под давлением. Для ускорения работы может применяться нагрев. Главный недостаток — токсичность применяемых при работе веществ. Метод не рекомендуется использовать в домашних условиях.
Разновидности пластика с характеристиками свариваемости
Метод соединения выбирают в соответствии с видом полимера и его характеристиками.
Высокой свариваемостью отличаются:
- Полиэтилен. Изделия из такого пластика соединяют путем расплавления кромок, которые затем совмещаются под давлением, исключающим деформацию.
- Полипропилен. Материал применяется при производстве труб, которые соединяют с помощью электропаяльника мощностью 1500 Вт. Путем повышения температуры в месте соединения намертво скрепляют 2 элемента. Свойства материала помогают получить шов, не пропускающий влагу.
- Поливинилхлорид (ПВХ). Пластик не деформируется при нагреве. Сварное соединение получается прочным и однородным.

Полипропилен — синтетический термопластичный неполярный полимер.
Средней или низкой свариваемостью обладают такие полимеры:
- Полистирол. Полимер используется при изготовлении посуды, игрушек, бытовых предметов. Детали из этого полимера отличаются достаточно плохой свариваемостью, они требуют тщательной подготовки.
- Полихлорвинил. Горячие методы при сопоставлении элементов из такого полимера применять не рекомендуется. Это объясняется возможностью деформации краев, ухудшающей качество шва. Более эффективными являются холодные способы.
Что получилось после производства ремонта ведра
Когда все работы были завершены, я налил воды около половины объёма и оставил ведро на полчаса. Это требовалось для того, чтобы проверить, не протекает ли получившийся шов. Но подобная процедура, по сути, была необязательна. Ведь я не собирался пользоваться им для хранения воды. Ведро у меня на даче служило для полива, а значит, даже при наличии небольшой течи, оставалось вполне функциональным.
В моём случае, разлом в днище ведра был скромным, поэтому ремонт не затянулся. Но бывает, что на больших ёмкостях появляются крупные трещины. Здесь уже придётся паять немного по-другому. В подобных ситуациях потребуется сначала прихватить отломившиеся части, после зашить разлом медной проволокой, а уже третьим шагом наложить слой пластика, который предотвратит протечки.
К слову, такой метод подойдёт даже для ремонта резервуара стиральной машинки-автомат. Подобная пайка, при обращении к специалистам, потребует больших финансовых вложений. Самостоятельный же ремонт довольно прост и займёт немного времени.
Днище ведра запаяно и ёмкость снова готова к эксплуатации
Этапы работы
В первую очередь подбирают припой под материал свариваемых заготовок, плюс выставляется температурный режим пайки. Для этого необходимо знать вид пластика.
Маркировка обычно ставится с обратной стороны детали. Проводят зачистку соединяемых участков наждачной бумагой, а при необходимости растворителем.
Далее в зону пайки вносят припой. Вся зона прогревается феном с учетом температуры плавления. Надо выдержать необходимое время, чтобы пруток и кромки деталей хорошо прогрелись. При этом надо равномерно прогревать обе детали.
Как только пластик под действием фена начнет расплавляться, пруток вдавливают в зону разлома. При использовании промышленных фенов применяется специальная машинка, с помощью которой проводится уплотнение нанесенного припоя между пластиковыми заготовками.
Это упрочняет само соединение. Машинкой место пайки просто прокатывается посредством роликов. Под весом аппарата происходит уплотнение.
После окончания работ, как только пластик остынет и станет прочным, надо срезать все излишки материала до поверхности соединяемых элементов. Для этого обычно используется специальный серповидный нож.
Если сделать это сложно, тогда рекомендуется немного прогреть место соединения тем же феном. Но не увлекайтесь. Перегрев пластика может привести к расслоению.
Применение фена
Немного иначе ведётся пайка автомобильного пластика, если используется термический пистолет (фен). Здесь понадобятся специальные сварочные прутки (по сути, это припой для пайки пластика).
Их можно приобрести в профильных магазинах или даже изготовить самостоятельно. Главное, чтобы они были аналогичны свариваемому материалу. Один из концов прутка заостряют, а затем вставляют в соответствующее отверстие в насадке термопистолета.
Сначала куски или фрагменты скрепляют между собой короткими стежками (швами). И лишь после этого производится окончательная надежная спайка. Когда материал остыл, поверхность детали шпатлюют и отшлифовывают, подготавливая к окрашиванию.
Для ремонта пластика мотоцикла, всевозможных элементов его внешнего оформления, можно применить пайку примерно по той же технологии, что и в случае ремонта автомобильного бампера. Тем более, что обычно панели мотоцикла делаются из того же ABS пластика.
Требования к паяльникам для пластика
Основной характеристикой инструмента служит его мощность. Чтобы иметь возможность ремонтировать любые повреждения, мощность должна быть от 100 ватт. При недостаточной мощности прибор не сможет расплавить толстую пластмассу. Для фенов мощность начинается с 1500 ватт.
Кроме мощности, важным параметром является скорость прогрева жала паяльника. Обычные электропаяльники, применяемые для электромонтажных работ, не годятся — их прогрев занимает насколько минут. Для работ по пластику время разогрева должно быть не больше 10 сек. Иначе вся работа превратится в ожидание разогрева.
Профессиональный паяльник для пластиковых труб
И еще одно требование относится к эргономике. Прибор должен удобно лежать в руке, не заслонять рабочую зону, позволять точно подводить жало к рабочей зоне и управлять им с большой точностью. Чрезмерный вес, быстро утомляя руку, не позволит работать долго и производительно
Что ещё можно починить при помощи паяльника
Мало кто задумывается, но при помощи паяльника можно починить даже пробитые полипропиленовые трубы водопровода
Однако здесь стоит отнестись с особым вниманием к выбору «донора». Неподходящий пластик приведёт к повторной протечке, ведь давление в системе водоснабжения значительное
Стоит разобраться, каким образом производится пайка полипропиленовых труб и все ли из них можно ремонтировать.
Если говорить о соединениях, которые начинают протекать по причине некомпетентности мастера, который их собирал, то их отремонтировать достаточно просто. Другой вопрос – долговечность такой трубы. Нужно понимать, что как бы качественно не была отремонтирована сама труба или спайка соединения, это всего лишь временная мера, дающая отсрочку капитального ремонта. Утверждение «нет ничего более постоянного, чем временное» здесь не работает
Но и этого порой бывает вполне достаточно, а значит, не стоит обходить вниманием подобную проблему, как и пути её решения. Попробуем разобраться, что делать, если в полипропиленовой трубе образовалась течь
Конечно, это очень редкий случай, но такое развитие событий вполне возможно.
Труба, которую мы будем ремонтировать. На заднем плане «донор»
Необходимые инструменты
Необходимо отметить, что феном для пайки пластика не так просто работать, как может показаться на первый взгляд, потому что у полимеров температура плавления разная. У ПВХ она равна 150-220 ℃, у полипропилена – 160 ℃.
Отклонение в одну из сторон приведет к непровару стыка или к перегреву, что также нехорошо отразиться на качестве конечного результата.
Для проведения пайки термопластичного пластика потребуется:
- сам фен;
- несколько насадок к нему;
- припой.
От правильно выбранной насадки на термофен зависит прочность проведенного соединения. Для пайки толстых изделий лучше использовать сопло диаметром 5-8 мм.
Обратите внимание, что не все фены комплектуются необходимым количеством насадок, так что придется их приобретать, как отдельные дополнительные приспособления. Припой представляет собой специально изготовленные прутки пластика, которые при нагреве расплавляются и заполняют собой промежуток между соединяемыми заготовками
Припой представляет собой специально изготовленные прутки пластика, которые при нагреве расплавляются и заполняют собой промежуток между соединяемыми заготовками.
При этом кромки деталей также расплавляются, что приводит к сплавлению частей в единое целое. Стык получается прочным за счет молекулярных связей припоя с пластиковыми заготовками. Под каждый вид пластика придется подбирать свой вид прутка.
Стоит подготовить некоторые дополнительные инструменты и . Пригодится напильник или наждачная бумага, растворитель, нож для срезания излишков припоя после его застывания.
Виды и таблица сокращений пластмасс
>PP
— полипропилен — Гибкий и прочный на разрыв. Размягчается по мере нагрева. Горит почти без копоти. Пламя с ясным пламенем, синим в основанием, желтой вершиной, капли во время горения. Запахи, как нефть или воск. Не гасит себя. Не растворяется. Самая распространенная пластмасса. Из нее бывают почти любые изделия (бампера, подкрылки, защиты, бачки и т.д). Бывает с маркировкой >PP-T40 PP-T20 PP-T10 PP-EPDM PP-EPDM Т-16 PP-PE EPDM>PE — полиэтилен — более распространен во французских автомобилях. Делают те же изделия, что и из полипропилена. Еще почти все топливные баки. Пламя с ясным пламенем, синим в основании, желтой вершиной, капли во время горения и запах, как стеарин. Не гасит себя.>ABS — Акрилонитрилбутадиенстирол — при попытке согнуть изгиб белеет. Переход из твердой фазы в жидкую происходит очень быстро. Очень текучий. При перегреве пузырится. Сильно коптит. Пламя со вспышками, оранжевым пламенем. Запах, как каучук. Не гасит себя. Легко растворяется в ацетоне. Легко плавится и хорошо поддается ремонту. Из нее обычно сделаны изделия не подверженные нагрузкам, имеющие больше эстетический характер (решетки радиаторов, обшивки, части приборной панели и т.д.)>PA PA66 — Полиамид 66 — отличается более высокими прочными свойствами и деформационной теплостойкостью.При попытке согнуть изгиб белеет. Очень плохо плавится, что затрудняет его ремонт. Обычно из него сделаны изделия подверженные нагрузке, температуре, давлению (боковины радиаторов, впускные коллектора, ручки, бачки и т.д.).Пламя с желтым цветом, синим в основании и вспышки пламени. Тает и пенится. Резкий запах, не растворяется.>POM — полиформальдегид — имеет высокое соотношение прочности и упругости, а также обладает хорошим сопротивлением к усталостным нагрузкам, деформации и истиранию. Легко плавится и хорошо поддается ремонту. При сварке отличается резким запахом. Делают из него обычно механизмы стеклоподъемников, части топливных насосов и т.д..>ASA — акрилонитрил-стирол-акрилат — атмосферостойкий аналог ABS пластика. В ремонте от ABS отличается тем, что очень плохо варится сваркой.>HDPE — Полиэтилен низкого давления — является легким эластичным термопластичным материалом. Легко плавится, но очень плохо поддается ремонту. Почти не варится и я не встречал клей, который мог бы его склеить. Делают из него в основном подкрылки, бачки омывателя, крайне редко бампера.>PC — поликарбонат — благодаря высокой прочности и ударной вязкости (250—500 кДж/м2) применяется в качестве конструкционных материалов в различных отраслях. В автомобилях из него делают стекла задних фонарей и рассеиватели передних. Пламя со вспышками, желтым огнём и пылающим пеплом. Запах карамели. Частично гасит себя.>PCPBT — Смесь поликарбонатов и полибутилентерефталата — Обладает высокой прочностью, стойкостью к ударным нагрузкам, в том числе при низких температурах, стойкостью к статическим нагрузкам и вибрациям. Хорошо поддаётся ремонту хоть и не очень хорошо плавится. Из него сделаны почти все бампера у таких марок как Mercedes, BMW и FORD примерно до 2000 года. Очень широко используется в грузовых автомобилях. — В более новых моделях все чаще используются смешанные пластики. Например >PP-PE PA-ABS
Особенности отдельных видов клея для полипропилена
Сегодня на рынке есть ассортимент клеевых масс для склеивания между собой полипропиленовых элементов, у каждой свои особенности:
Cosmoplast 500 – прозрачный однокомпонентный состав, который используется в домашних условиях, на производстве. Популярен при сборке пластиковых окон. Первое схватывание наступает через 3 секунды, окончательная полимеризация наступает через 16 часов при условии поддержания рабочей температуры 20 градусов.
Dow Corning 7091. Однокомпонентное средство, которое приравнено к типам клея герметика. При нанесении слоя до 5 мм выполняет функцию клея, при увеличении толщины слоя до 2,5 см – это герметизирующее вещество. При склеивании полипропилена получается эластичное, долговечное соединение, способное противостоять воздействию влажности, агрессивной среде, перепадам температур -55 – +180 градусов.
WEICON Easy-Mix PE-PP – двухкомпонентный состав, предназначенный для склеивания полипропиленовых труб. Произведен на основе метилакрилата. Обладает высокой сцепливаемостью. При комнатной температуре полное просыхание наступит через сутки.
Лучшие модели
Паяльник для ремонта пластиковых деталей — дорогостоящий прибор, что объясняется его техническими характеристиками и особенностями эксплуатации. На отечественном рынке представлено несколько самых надежных и эффективных устройств:
- Steinel. Под этим брендом выпускается целый ремонтный комплект, включающий в себя и термопистолет. Устройство имеет мощность 2,3 кВт. С его помощью пластик можно разогреть до температура 650°C. Продается в прочном полимерном кейсе с дополнительными аксессуарами (электроды, удлинитель и т.д.) и насадками.
- RT-2003 от компании Intertool. Это устройство отлично подходит для обработки материалов из тонкого пластика.
- Teroson. Удобный комплект для ремонта деталей из пластмассы, в котором находится термопистолет. Дополнительно с прибором поставляются насадки и аксессуары, включая миксеры, сменные картриджи и материалы для армирования.
- Neico. Этот инструмент является профессиональным и производится в Китае. Его мощность — 1600 Вт. Дополнительно с ним поставляются специальный ролик и насадки. Точно подобранные комплектующие способны обеспечить быструю и простую работу. Преимуществом Neico является то, что к нему не нужно приобретать вспомогательные материалы.
- Степлер. Модель бюджетного класса с мощностью 100 Вт. Швы создаются с помощью специальных скоб, поэтому инструмент получил такое название.
- Lukey. Эта дешевая китайская модель. Она отлично подойдет для начинающих мастеров и бытового применения.
Выбирать инструмент необходимо с учетом преследуемых целей и финансового бюджета.
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Подводим итог
Часто подобный ремонт на скорую руку остаётся единственной возможностью закончить начатую работу в саду или обеспечить нормальную подачу воды в кран. Но следует помнить, что такая пайка не является панацеей, она может существовать только как временная мера. И насколько бы качественно она ни была выполнена, по прочности отремонтированный участок никогда не сможет сравниться с тем, что было до повреждения. Нельзя забывать и о том, что ремонтное место требует от владельца постоянного повышенного контроля.
Я буду рад, если всё, о чём сегодня было написано, пригодится дачникам и другим любителям делать всё своими руками. Любые вопросы по теме можно задать в обсуждениях ниже. Я постараюсь максимально подробно пролить на них свет.
Интересно было бы узнать, доверяете ли вы подобному ремонту или лучше сразу менять испорченные пластиковые изделия на новые. Прошу оставить свой отзыв
Для меня очень важно мнения со стороны. Если вам понравилась моя статья, то не забудьте её оценить
Редакция Homius приглашает домашних мастеров и умельцев стать соавторами рубрики «Истории». Полезные рассказы от первого лица будут опубликованы на страницах нашего онлайн-журнала.
ФОТО: Альберт Маннанов
Предыдущая ИСТОРИИПросто и практично: складной походный стул своими руками
Следующая ИСТОРИИНе выкидывайте аккумулятор от ноутбука: полезные идеи от читателя Homius