Поделки из фанеры
Содержание:
Что это такое?
Ламинированная фанера – это фанера, которая не боится воды и устойчива к механическим повреждениям благодаря специальной защитной оболочке, покрывающей её снаружи. Внутренние слои, как и у обычной фанеры, изготовлены из нескольких слоёв склеенного и спрессованного шпона (тонких срезов древесных стволов от 1 до 10 мм толщиной), ДВП или комбинации этих материалов. Для придания повышенной влагостойкости слои шпона также могут пропитываться водоотталкивающими составами.
Обычно технология создания ламинированной фанеры предполагает следующее:
- слои шпона пропитывают водозащитными и клеящими составами и соединяют методом горячего прессования (давление от 13 до 30 кг/см², температура – 130° C);
- поверхность полученного фанерного листа шлифуют и термическим методом наносят ламинирующую плёнку;
- торцы ламинированной фанеры защищают акриловым составом, иногда их тоже ламинируют, но это сильно повышает стоимость материала.
Технология изготовления фанеры своими руками
Сегодня фанеру можно приобрести в каждом строительном магазине. Но многих любителей все делать самостоятельно интересует, как сделать фанеру своими руками. Оказывается, и это возможно. Для изготовления фанеры вам понадобится шпон, его также можно сделать самостоятельно.
Изготовления шпона в домашних условиях
Шпон делится на три вида:
Натуральный – шпон, который имеет натуральный цвет и структуру древесины. Изготавливается путем спиливания, слущивания и строгания тонких слоев
Важно сохранить древесную структуру. Экологически чистый материал, очень легкий.
Цветной шпон – это тот же натуральный шпон, только окрашенный в различные цвета.
Файн-лайн – получается после реконструкции старого лущеного шпона, который формируют в блоки, а из них, в свою очередь, изготавливают шпон
Он может иметь любую цветовую гамму, рисунок и размеры как у натурального дерева.
В зависимости от способа изготовления бывает:
- Шпон пиленый – из всех видов самый толстый материал, получается в процессе пиления.
- Строганый шпон – получается в процессе строгания деревянных брусков.
- Лущеный шпон – изготавливается при помощи шпонолущильного механизма.
Марки
На современном рынке представлено огромное количество фанер, которые отличаются по своей классификации. Выбирать определенный тип необходимо, исходя из марки, которая обеспечивает степень стойкости изделия и воздействия воды. Среди представленных на рынке марок можно выделить несколько вариантов.
ФБА. Это листовые изделия, в процессе изготовления которых использовался альбуминоказеиновый клей. Подобный материал не может похвастаться высокой степенью стойкости к воздействию влаги, однако является достаточно безопасным с экологической точки зрения и по данному критерию превосходит другие марки. Обычно это прессованная или многослойная фанера.
Дефекты в работе
Начинающие мастера часто сталкиваются с проблемами в работе, которые вызваны несоблюдением технологии процесса. К таким проблемам относят:
- кривой шов;
- поверхность плохо покрывается краской или лаком;
- при вырезке отверстий лист материала трескается.
Кривой шов получается, если неправильно держать лобзик. Во время работы пилку нужно располагать строго перпендикулярно полотну. На листе должно быть проделано несколько отверстий, чтобы можно было вращать заготовку в разные стороны. Так проще обработать чертеж по кривой линии.
Чтобы на поделку ровно ложилась краска, поверхность должна быть хорошо зашлифована и отполирована. Качество должно быть таким, чтобы рука скользила по фанере и нигде не цеплялась. Проблема с окрашиванием бывает, если выбрать лист низкого качества. Имея много неровностей, зазоров и наплывов, он окрашивается неравномерно.
Чтобы во время работы не треснул лист фанеры, нужно делать отверстия по линиям чертежа по ходу лобзика заблаговременно. Так легче инструментом вырезать желаемый узор по образцу.
Фанера – композитный материал, сочетающий преимущества дерева и низкую стоимость. Он легко обрабатывается, окрашивается. Из листа можно получить простые и сложные изделия, которые могут найти применение в доме. Изготовить поделки можно в домашних условиях, имея под рукой несколько инструментов.
Инструменты для работы
Для изготовления шпона, а в дальнейшем фанеры из него, вам понадобится следующий материал и инструмент:
- древесина (береза, сосна, ель), которую вы можете приобрести в специализированном магазине или на деревообрабатывающем производстве;
- шпонолущильный механизм для изготовления лущеного шпона;
- пилорама для изготовления пиленого шпона;
- рубанок для изготовления строганого шпона;
- точильный станок;
- шлифовальный станок;
- прессы «холодного и горячего метода»;
- сушильная камера;
- феноло-формальдегидная смола в качестве клея и составляющие к нему;
- карандаш;
- лак или краска.
Этапы изготовления шпона:
- Первое, что необходимо сделать – отобрать сырье (древесину). Отдавайте предпочтение березе или сосне, в крайнем случае, ели или используйте ее для комбинирования фанеры. Береза более прочный материал, а сосна и ель отличается легкостью.
- Подготовьте древесину к работе – очистите ее от коры и распилите на брусья длиной 1 м при помощи точильного станка.
- Расчертите заготовку по вертикали.
- При помощи шпонолущильного механизма отлущите шпоны необходимой вам толщины. Если вы делаете строганый шпон, то вам необходимо воспользоваться рубанком, а для пиленого шпона пригодится пилорама.
- Разрежьте шпон на нужные заготовки.
- Просушите шпон в сушильной камере, в которой есть возможность регулировать влажность.
- Просушенный шпон отсортируйте и отбракуйте.
- Затем высушенный шпон хорошего качества можно облагородить, а отбракованный рекомендуется перерубить и склеить, чтобы получить лист нужного размера.
Классификация фанеры
Существуют различные виды классификаций фанеры. Один из них характеризует степень экологической безопасности материала. Для этого предусмотрены следующие категории:
- Материал, соответствующий классу E1, имеет ограничение по количеству выделяемых вредных веществ. На 100 г сухой древесины их количество не должно превышать 10 г. Выполнение этого ограничения позволяет использовать материал в жилом помещении.
- Для класса E2 допустимый предел количества выделяемых вредных веществ ограничен 30 г на каждые 100 г древесины. Такой материал разрешается использовать только для работ, проводимых на улице. Внутри жилых помещений эти листы использовать не разрешается.
Производитель при продаже обязан указывать класс экологичности материала.
Существует классификация, основанная на породе дерева, применённой при создании материала. Для этого используется три категории:
- Материал из лиственных пород является более прочным. Шпонированная фанера чаще делается из берёзы. Применение этого материала гарантирует лучшую крепость и однородную структуру. Показатели прочности будут на 20 % превосходят характеристики других видов. Однако цена будет выше, чем для других разновидностей. Этот материал популярен во время ремонтных работ, при проведении строительства. Из него делают качественную упаковку.
- Хвойные породы также применяются для этой цели, они будут иметь более низкую стоимость. Она имеет меньший вес, является водостойкой благодаря присутствию смолы. Природный рисунок поверхности придаёт ей декоративный вид.
- Комбинированная фанера. Её изготавливают с одновременным использованием листов шпона первых двух видов. Эта разновидность соединяет преимущества таких пород. Она нашла применение при создании мебели.
Из перечисленных вариантов комбинированная разновидность является популярной в наибольшей степени, так как соединяет в себе достоинства использования хвойных и лиственных пород, при этом цена ниже, чем в остальных случаях.
Маркировка и размеры
Параметры фанеры ФК определяет специальный ГОСТ 3916.1. Благодаря ему, например, мы можем узнать, что ФК – это не конечный признак классификации материала, и у него тоже есть разновидности. Так, обычная фанера ФК – влагостойкая, но ожидать от нее, что она сможет быть облицовкой на улице или в ванной, было бы глупо. Уже упоминавшаяся выше марка ФСФ подходит для решения сложных задач намного лучше – этому способствуют примеси вроде формальдегида и смол. При этом у низкокачественной ФСФ встречается еще и другая маркировка – ВВС.
Если производитель заодно еще и ламинировал плиту, то ее маркировка будет еще другой – ФОФ, и тогда ее можно использовать для строительства опалубки и даже более долговечных сооружений. Существует еще ФБ – бакелизированный материал, который обрабатывается особыми пропитками, из-за чего представляет собой нечто среднее между древесиной и пластиком.
Важнейшим показателем способности фанеры к применению в различных местах является класс эмиссии. Он обозначается как Е1 или Е2 и показывает, насколько велико количество формальдегида, испаряющегося в атмосферу. Такое соединение ничуть не полезно для человеческого организма, потому чем меньше его улетучивается, тем лучше, и в условиях помещения, а также для оборудования детских площадок разумнее использовать только наиболее экологичные сорта. К таким относятся обычно ФБА, ФК и ФБ – у них класс эмиссии Е1, а это значит, что формальдегида там не более 8 мг на 100 г веса плиты. Влагостойкие ФСФ и ФОФ применяются преимущественно на улице не только потому, что они способны выдерживать отечественный климат, но и ввиду того что класс эмиссии у них Е2.
Классы фанеры мы уже рассматривали выше, остается только разобраться с габаритами листа – в стандартном варианте они существуют в десятках разновидностей. Ширина и длина обычно указываются вместе, потому их сложно спутать с чем-то другим, тем более что цифры подаются в миллиметрах и оттого оказываются большими – например, 2440х1220 или 1525х1525 мм. Толщина указывается также в миллиметрах, но по понятным причинам значения там будут намного скромнее вроде 15 мм, 4 мм, 9 мм.

Особенности ламинированного вида
Ламинированные древесно-стружечные плиты обладают определенными качествами. К примеру, перекрещивающиеся под разными углами волокна придают им прочности и гибкости. Особое покрытие защищает их от влаги, химических реагентов, солнечных лучей и механических повреждений. Такой стройматериал отличается и ударопрочностью. Он хорошо переносит различные нагрузки.

Особой популярностью пользуется водостойкая ламинированная фанера. Она очень прочная, а ее способности универсальны. В процессе производства плиты склеивают при помощи формальдегидного клея и покрывают специальной пленкой, которая не боится действия воды и химических средств. Это делает их более износостойкими. Кроме того, древесно-стружечные плиты получаются довольно толстыми.
Если вы решили использовать такой стройматериал, то должны знать, что он препятствует появлению плесени на стенах и потолке. Поэтому можете смело отделывать влагостойкими ламинированными плитами внутренние поверхности помещений и фасады зданий. Прослужить такой стройматериал может довольно долго. Отметим, что строить из него можно все что угодно в любое время года.
Качество, прочность, долгий срок службы – это именно те характеристики, которые сделали древесно-стружечные плиты особенно популярными.
Использование фанеры для внутренних работ
Внутри дома клееные листы из шпона широко используют для обшивки основных поверхностей – стен, пола, потолков. Схема работ схожа, но есть и некоторые отличия.
Выравнивание бетонного и деревянного пола
Правильно уложенная фанера – хорошее основание для чистового напольного покрытия. Черновой настил из этого материала получается прочным, износостойким и ровным.
Выполнить выравнивание пола фанерой можно несколькими способами:
- Закрепить ее на старом деревянном покрытии с помощью саморезов.
- Приклеить листы на бетонное основание.
- Уложить листовой материал на анкерные шпильки, заранее установленные в бетонном полу.
- Обшить ей деревянный каркас из лаг.
На выровненный пол можно настелить линолеум, ламинат, паркет или уложить керамическую плитку.
Обшивка стен и потолка
Отделку стен и потолка из фанеры в деревянном доме выполняют по одной технологии. Она заключается в монтаже каркаса, который затем обшивают листовым материалом. Готовое покрытие может быть черновым или чистовым. Все зависит от того, какой вид материала использовался.
Работы по отделке стен фанерой выполняют следующим образом:
- Подготавливают основание – удаляют старый материал, выравнивают поверхность.
- Делают разметку рабочей зоны.
- Монтируют обрешетку из деревянных брусьев или металлопрофиля. В последнем случае понадобятся специальные подвесы. Шаг между элементами обрешетки должен быть равен ½ ширины листа или ширине теплоизоляционного мата.
- Проверяют обрешетку с помощью строительного уровня.
- Крепят листы фанеры на обрешетку.
- Обрабатывают стыки обшивки.
Обратите внимание! Если вы хотите использовать декоративную фанеру, то при монтаже нужно учесть наличие на листах специальных замковых соединений
Изготовление двери своими руками
Аккуратная, обработанная лаком или краской межкомнатная дверь из фанеры – неплохое решение как для дачного домика, так и для городской квартиры.
Выполнить работы можно своими руками следующим образом:
- Замеряют дверной проем.
- Вырезают полотно двери по полученным размерам.
- По периметру будущей двери клеят или крепят саморезами рейки.
- Из таких же реек делают перемычки по дверному полотну. Они нужны для придания изделию жесткости.
- Стамеской или станком делают отверстие для замка и ручки.
- Шлифуют дверь и покрывают лаком.
Если нужна двойная дверь с утеплителем, то сначала для нее собирают каркас из деревянных брусков. Затем с одной стороны его обшивают листами клееного шпона, в образовавшиеся ячейки укладывают утеплитель. Обшивают вторую сторону двери.
Также из фанеры можно сделать полку, стеллаж, комод, журнальный столик. Этот материал дарит множество возможностей для создания красивых вещей и интерьеров. Главное – подобрать его в соответствии с поставленными задачами.
Технология изготовления шпона
Шпон по способу изготовления подразделяется на три вида – лущёный, пиленый и строганный. Существенное значение для получения качественного материала имеет состояние древесины. После подготовки бревна выбирают подходящий способ обработки.
Изготовление лущеного шпона
Технология производства лущёного шпона представляет снятие слоя древесины с вращающейся заготовки. Предварительная гидротермическая обработка усиливает пластические характеристики древесины, это позволяет избежать возникновения трещин на изнанке листа. Нужно подобрать оптимальную температуру для ванн, так как слишком высокая степень нагрева может привести к размягчению волокон и образованию ворсистой поверхности.
В процессе лущения чураки вращаются, а режущие ножи совершают поступательные движения по отношению к оси вращения заготовки. Диаметр чурака при этом постепенно уменьшается. В результате он приобретает форму цилиндра, которая называется карандашом. Лента, образуемая при лущении, нарезается специальными ножницами, затем готовые пластины укладывают в стопки. Лущёный шпон в основном применяется для облицовки фанеры, для отделки дверей и лестниц, при производстве спичек.
Изготовление строганного шпона
Строганный шпон – это срез тонкого слоя дерева с красивым рисунком текстуры. Производят такой вид шпона методом строгания подготовленных деревянных брусков на шпонострогальных станках. Для этого бревно распиливают вдоль на две половины и определяются с возможным рисунком. Если есть необходимость, тот кряж нарезают ещё раз пополам для получения нужного узора. Принцип работы станка заключается в том, что заготовка закрепляется на подвижной раме, а горизонтальный нож при каждом проходе рамы отрезает пластину. Затем заготовка подаётся вперёд. Толщина получаемого листа от 0.2 до 5 мм.

Производство пиленого шпона
Технология изготовления пилёного шпона заключается в распиливание подготовленных брусков на тонкие ленты, шириной от 2 до 10 мм. Данный способ хорошо сохраняет красоту древесной текстуры, так как не применяется термообработка, которая немного высветляет оттенок древесины. Получаемый шпон (ламель) используют в производстве мебели, при изготовлении столярных изделий, паркета, дверных полотен. Из ламели собирают клееные щиты, которые используют для мебельных гарнитуров в качестве альтернативы массиву дерева. Для промышленного производства пиленого шпона используют полностью автоматизированные пилорамы, оснащенные загрузочным механизмом, захватами для бруса и двухсторонним режущим полотном. Спиленные ламели складируются в пачках в том порядке, в каком выходят из-под ножа.

Производство коренного шпона
Коренной шпон получают из капа дерева – наростов на стволах, образующихся на кроне или близко к корням дерева. Такие наросты чаще всего можно встретить на берёзах, но также они образуются и на осине, дубе, орехе. Способ получения сырья – это трудоёмкий процесс, да и встречаются капы не так часто, а рисунок среза необычайно красив и уникален. Промышленное производство коренного шпона не поставлено на широкий поток. Поэтому шпон из капа считается одним из самых дорогих, приравнивается по ценности к изделиям из редких пород дерева. Используется в дорогой отделке салонов элитных автомобилей, в изготовлении эксклюзивных деталей интерьера.
Как делают фанеру
Технология производства включает множество процессов, поэтому в домашних условиях качественного результата добиться не получится. Но своими руками можно осуществить фанерование предметов интерьера или поделок.
Оборудование
Чтобы изготавливать листовые изделия, производство должно иметь соответствующее техническое оснащение с конвейерными линиями. Отбор и обработка шпона проводятся вручную.
Необходимое оборудование:
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.
 На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
- Комплексная установка для приготовления и нанесения клея. Модификация зависит от вида состава.
- Станки для последовательного склеивания слоев. В технологический участок включено оборудование для первоначального форматирования.
- Холодный и горячий пресс.
- Станки для обработки по длине и ширине.
- Шлифовальные и обрабатывающие устройства. Позволяют получить определенную разновидность плит (например, перфорированные изделия).
 Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанеры
Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанеры
Только качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Процесс изготовления
Алгоритм действий:
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
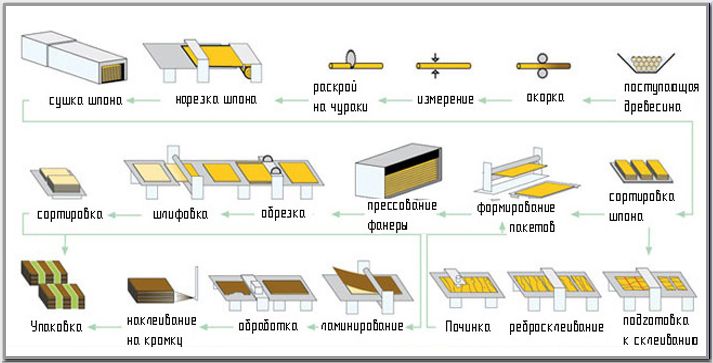 Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер
Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер
После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
Характеристики
Все качественные листы должны иметь следующие характеристики:
- плотность ламината – 120-300 г/м² в зависимости от типа плёнки – это обеспечивает высокие прочностные и водозащитные свойства;
- толщина ламината – 0,4-10 мм, чем толще слой, тем выше устойчивость к механическим воздействиям и агрессивным веществам;
- класс эмиссии для фанеры, применяемой в жилых помещениях, должен быть не ниже Е1 (не более 10 мг на 100 г веса фанеры), для всех остальных задач – не ниже класса Е2 (не более 30 мг на 100 г веса фанеры);
- влажность материала – 5-10%;
- плотность листа ламинированной фанеры в среднем 650 кг/м³ – это обеспечивает прочность и способность выдерживать большие нагрузки, сопоставимые с теми, которые выдерживает цельный массив дерева (для сравнения: плотность массива бука – 650 кг/м³, дуба – 700 кг/м³, морёного дуба – 950 кг/м³);
- максимальная прочность при растяжении – 40 Мпа;
- максимальная прочность при статическом изгибе – 60 Мпа.
Чтобы добиться лучшей прочности, устойчивости к изгибу и кручению, кусочки шпона выкладывают строго с учётом направления волокон – могут использоваться укладки под углами 30°, 45°, 60° или 90° к соседним кусочкам или краю листа. Но во всех случаях шпон располагают симметрично по отношению к центральному слою. Поэтому чаще всего фанерный лист имеет нечётное число слоёв (3, 5, 7, 9), хотя бывают и 4-слойные виды.
Вес листа ламинированной фанеры зависит от типа применяемого сырья. Масса квадратного метра ламинированной берёзовой фанеры (ФОБ) составляет 1,95 кг при толщине 3 мм, при толщине 30 мм – 19,5 кг.
Этапы производства фанеры
Изготовление фанеры начинается с отбора бревен из сваленного леса (высокое качество, отсутствие комлевых частей, наличие чистого ствола без различных плесневелостей). В России берутся такие деревья как пихта, сосна, ель, кедр (хвойные) или береза (самый подходящий и доступный вариант среди лиственных пород).
Следующим этапом является доставка древесины и обработка стволов от коры, сучьев, которые впоследствии распаривают в воде. Высокая температура и влага ослабляет связь между волокнами. Пропаривание древесины в воде происходит двумя способами: при температуре 30-40 град. (мягкий режим) и при 70-80 град. (жесткий режим). Без распаривания бревен всухую древесину невозможно обработать. Бревна зажимают с торцов на лущильном станке, и начинается вращение с достаточно высокой скоростью.
Лущильный нож, длиной как древесный кряж, слущивает с него тонкий слой волокон, прижимаясь к бревну. Поверхность чурака – это лицевая сторона шпона, а сторону шпона, которая повернута к чураку – левая оборотная. Отходы при лущении используются для вторичного сырья, такого, как древесностружечные плиты. Полученные длинные ленты подлежат распрямлению, раскрою и сушке.
Так изготовляют основной компонент, который называют лущеный шпон. Выход шпона максимален. Дефектными моментами распиловки можно назвать косой рез (неправильно установлена пила или не так положен кряж на конвейере), отщепы и скосы (все это результат того, что распиловка проходила на весу), и неправильная длина чурака (последствие косого реза).
В следующем этапе изготовления фанеры начинают формировать стопки (шпон подбирается определенным способом: некачественные листы укладываются вовнутрь, а хорошие – снаружи). Разделяют правую (лицевая) и левую( оборотная) стороны. Качество правой стороны намного превышает левую.
Одна из наиболее важных операций в данном процессе, потому что так определяется сортность фанеры. Стопку снова разбирают и уже покрывают поверхность листов клеем. Клеевой слой наносится односторонним или двусторонним способом (зависит от станка) на клеенаносящих станках. Стадия подпрессовки дает возможность удалить излишки воздуха и клея между листами. Высокая температура влияет на качественное склеивание шпона, тем самым образуя фанерный лист. Заключающими этапами процесса является разрез фанеры по нужному формату, шлифовка листов и сортировка листов фанеры.
Упаковывается продукция в пачки, но главным требованием является то, что лицевым слоем необходимо положить во внутрь. Процесс «Как делают фанеру» является достаточно технологическим и длительным, требует жесткого контроля на каждом этапе производства.
Производители в России
Фанера остается достойным конкурентом пластиковым панелям, и при этом пользуется широким покупательским спросом. Многие характеристики материала напрямую зависят от добросовестности производителя. Так, фанера из азиатских стран на российских рынках не пользуется особой популярностью, так как она низкокачественная.
Процесс изготовления продукта сравнительно прост, а Россия – именно та страна, где недостатка в основном сырье в виде древесины не наблюдается, поэтому фанеру мы активно производим сами
Чтобы читатель понимал, на чей товар стоит обратить особое внимание, выделим несколько наиболее популярных фабрик
Сыктывкарский фанерный завод. Республика Коми – один из наиболее ярких примеров российского региона с огромным количеством лесов, потому неудивительно, что здесь делают качественную фанеру. У данного производителя есть собственный сегмент товара, из которого он предпочитает не выбиваться, а именно: фанерные листы крупного формата, которые активно закупаются производителями мебели.
Видеообзор процесса производства фанеры вы можете посмотреть ниже.
Как шпонировать?
Наклеить шпон на фанеру в домашних условиях можно своими руками.
Наклейка отделочного пиломатериала осуществляется после выполнения определенного цикла подготовительных работ.

Подготовка
Мебельные фасады или межкомнатные двери нужно демонтировать, снять с них все элементы декора, а также металлическую фурнитуру. Прежде чем начать клеить шпон, необходимо подготовить рабочее место. Удобнее всего это делать на столярном столе, или установить в качестве импровизированного помоста старые стулья.
Когда заготовка будет освобождена от всех элементов, приступают к ее зачистке. Необходимо снять слой старого лакового покрытия. Его убирают с помощью тонкого шпателя из металла, а также можно воспользоваться горячей струей воздуха строительного фена. Если заготовка новая и сделана из мягкой породы хвойных деревьев, зачистке подлежат неровности в виде сучков или капель выступающей смолы.
Следующим этапом работ будет выполнение качественной шлифовки поверхности. Если имеются выбоины или трещины, их зашпаклевывают при помощи состава, содержащего компоненты столярного клея. После шлифовки поверхность нужно загрунтовать перед нанесением клея.

Раскрой
В торговой сети шпон можно приобрести в виде листов, скрученных в рулоны. Прежде чем их раскроить, пиломатериал нужно выпрямить. Для этого рулон раскатывают на полу и увлажняют при помощи смоченной водой ткани. Далее поверх пиломатериала накладывают лист фанеры либо гипсокартона, прижимая их сверху каким-либо тяжелым предметом. Потребуется время, чтобы листы шпона выровнялись – только после этого можно выполнять их раскрой. Делается эта процедура следующим образом:
- поверхность рабочей заготовки измеряют;
- полученные размеры отмечают на листе шпона, при этом с каждой стороны в запас откладывают дополнительно по 5 см на случай неправильно выполненного замера;
- по намеченным размерам вырезают деталь из шпона специальным ножом для фанеры или пилой погружного типа (ножницы используют только в крайнем случае, так как их применение может привести к растрескиванию полотна).

Чтобы рисунок текстуры древесины выглядел наиболее натурально, его тщательно подбирают. Соединенное полотно делают с припусками от заданного размера на 5-7 см.

Шпонирование
На этом этапе важно ровно наклеить заготовку выбранным способом. Для работы подготовьте клей, кисть, ткань, чистую бумагу и утюг
Шпон поворачивают оборотной стороной вверх и закрепляют по углам струбцинами, после чего наносят клеевой состав. А также клеем обрабатывают и подготовленную заготовку. Далее шпон приклеивают к заготовке, не допуская перекоса материала и пузырей. После наклеивания и устранения небольших погрешностей на поверхность детали накладывают бумагу и проходят по материалу от центра к краям утюгом, прижимая его с усилием. После того как фасадная часть будет отделана, излишки материала подрезают острым ножом. Затем выполняют облицовку торцевых частей заготовки более узкими полосками шпона.


Когда клей полностью просохнет, края облицовки зачищают мелкой наждачной бумагой или с помощью напильника – в зависимости от толщины материала. После окончания работ изделие нужно покрыть нитролаком.
О том, как шпонировать фанеру в домашних условиях, смотрите далее.
Конструкция
На станки, даже наименее ответственные, нельзя пускать листы толщиной меньше 0,6 см. Во всяком случае, это относится к опорным и несущим частям сборки. Иногда исключение делают для кожухов и других легких частей. Однако и тогда приходится тщательно взвешивать все за и против, чтобы дать правильную оценку отобранным деталям. Ошибки при их выборе могут быть фатальными.
Некоторые эксперты полагают, что листа толщиной от 1 до 1,2 см вполне достаточно для отдельных станков, к примеру, если речь идет о раскройном столе. Другие специалисты исходят из того, что нужны всегда части большой толщины, даже для второстепенных участков конструкции. Существует также мнение, что склеенные из средней по толщине фанеры объемные детали эффективнее гасят вредные колебания при эпизодической вибрации. Но настоящие мастера всегда отдают предпочтение соображениям надежности и безопасности. Потому-то они стараются максимально использовать фанерные листы толщиной от 19 мм и более, несмотря на тяжесть и значительные цены.
Но ориентироваться только на одну толщину не следует. Обязательно надо учитывать тип исходной древесины. Хвойное дерево легче и мягче, его применяют главным образом для второстепенных узлов. Лиственный шпон дороже, и все же его используют чаще. А вот различия химического состава клеев и уровень стойкости к влаге практически не играют роли, вполне достаточно в большинстве случаев фанеры сорта ФК.
Что куда значимее, так это категория шпона. Увеличение числа сучков грозит растрескиванием и расслоением. Опытные профессионалы стараются брать листы второго сорта и выше. Не стоит пытаться покупать очень дешевый нешлифованный материал. Довести его до нужных параметров в кустарных условиях практически нереально.
В качестве оптимального кустарного образца можно рассматривать фанерный станок 4 в 1. Такая конструкция подразумевает использование коробки размером 54х32х88 см и стола величиной 65х98 см. Фанера на эти части идет толщиной 10 и 18 мм соответственно. Сечение дискового шлифовального узла в норме составит 18 см. Для работы по дереву нужен иной аппарат, типы резко отличаются, а именно:
- распиливающий на базе ручной циркулярной пилы;
- лобзиковый;
- с применением дрели;
- универсальная модель, подходящая для навешивания различных приспособлений.